- 1М63 регулировка
- Регулирование зазоров в подшипниках шпинделя
- Регулирование фрикционной пластинчатой муфты коробки скоростей
- Регулирование положения кулачка управления тормозной муфтой
- Установка оси шпинделя передней бабки
- Поперечное перемещение корпуса задней бабки
- Регулирование опорных подпружиненных роликов задней бабки
- Устранение зазора в направляющих резцовых салазок суппорта
- Устранение зазора в направляющих поперечных салазок
- Устранение «мертвого хода» винта поперечного перемещения суппорта
- Регулирование зазора в направляющей верхней и нижней половинах гайки ходового винта
- Регулирование радиального зазора между ходовым винтом и маточной гайкой
- Регулирование подачи масла на ходовой винт
- Регулирование правильности сцепления зубчатых колес коробки подач
- Чипгуру
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Наладка 1М63 РСЗ
- Токарный станок 1М63 — технические характеристики и устройство
- Технические характеристики и паспорт станка 1М63
- Электрооборудование и кинематическая схема станка
- Коробки скоростей и подач станка
1М63 регулировка
По истечении некоторого времени может потребоваться регулирование механизмов с целью обеспечения нормальных зазоров и компенсации износа. Ниже приводятся указания по регулированию отдельных механизмов станка.
Регулирование зазоров в подшипниках шпинделя
Регулирование производите со снятым патроном. Для регулирования радиального зазора в переднем роликоподшипнике 5 расконтрите и ослабьте гайку 4, отверните гайку 8, отсоедините фланец 6, снимите полукольцо 7. Прикладывая к фланцу шпинделя усилие 3. 4 кН (300. 400 кгс), доведите по индикатору радиальный зазор до 0,05. 0,015 мм, замерьте плитками ширину паза под полукольцо 7, прошлифуйте полукольцо 7, установите его на место, затяните и законтрите гайку 4, заверните и законтрите гайку 8, присоедините фланец 6.

Регулирование осевого зазора в заднем радиально-упорном шарикоподшипнике 2 вместе с упорным шарикоподшипником 3 производите гайкой 1. При этом не допускайте, чтобы подшипники оказались сильно затянутыми.
Регулирование фрикционной пластинчатой муфты коробки скоростей
Регулирование производите нажимными гайками 1. Поворот нажимной гайки может быть произведен лишь после того, как защелка 2 будет утоплена в кольцо 3.

Правильность регулирования определяется усилием включения муфты с помощью рукоятки управления. Доступ к муфте обеспечивается через окно в задней стенке корпуса коробки скоростей.
Регулирование положения кулачка управления тормозной муфтой

Для правильной установки кулачка I управления тормозной муфтой установите в нейтральное положение фрикцион, установите в нейтральное положение рукоятку переключения; установите кулачок 1 так, чтобы шарик фиксации 3 и палец 2 конечного выключателя находились в своих пазах.
Установка оси шпинделя передней бабки

При нарушении параллельности оси шпинделя передней бабки относительно направляющих станины ослабьте все винты, соединяющие коробку скоростей со станиной. Ось шпинделя выставьте с помощью винтов 1, ввинченных в колодку 2 под коробкой скоростей с левого конца и жестко связанную с последней, после чего затяните винты крепления коробки скоростей к станине.
Поперечное перемещение корпуса задней бабки

Для поперечного перемещения корпуса задней бабки при точении конусов или при установке соосности оси пиноли задней бабки и шпинделя ослабьте и подтяните два винта 1, расположенные по обе стороны задней бабки. При установке задней бабки в исходное положение совместите риски, нанесенные на платиках корпуса мостика.
Регулирование опорных подпружиненных роликов задней бабки
Для регулирования степени сжатия дружин 2 и 3 подпружиненных роликов 4, вмонтированных в мостик задней бабки, ослабьте винты крепления задней бабки, выверните передний винт 1 (см. поперечное перемещение корпуса задней бабки), сдвиньте заднюю бабку по мостику так, чтобы был свободен доступ к регулировочным пробкам.

Вращением пробок добейтесь легкости передвижения задней бабки по станине при минимальных зазорах между направляющими мостика и станины.
Устранение зазора в направляющих резцовых салазок суппорта

Для устранения зазора в направляющих резцовых салазок суппорта подтяните клин 2 с помощью винта 3, после чего новое положение зафиксируйте винтом 1
Устранение зазора в направляющих поперечных салазок

Отрегулируйте зазор между направляющими каретки и поперечных салазок подтягиванием клина 2 с помощью двух винтов 1, расположенных на обоих торцах салазок.
Устранение «мертвого хода» винта поперечного перемещения суппорта
«Мертвый ход» винта поперечного перемещения суппорта, возникающий при износе гаек 3 и 4, устраняйте поворотом червяка 2 по часовой стрелке, предварительно отвернув стопорный винт 1.

Регулирование следует производить, когда люфт рукоятки превышают пять делений по лимбу.
Регулирование зазора в направляющей верхней и нижней половинах гайки ходового винта

При появлении зазора подтяните планки 1 тремя винтами 2 и зафиксируйте последние контргайками 3.
Регулирование радиального зазора между ходовым винтом и маточной гайкой

Отрегулируйте величину радиального зазора между ходовым винтом 2 и вкладышами маточной гайки 1 ввинчиванием или вывинчиванием винта 4, расположенного под фартуком, после чего новое положение зафиксируйте гайкой 3.
Регулирование подачи масла на ходовой винт
Вращением винта 1 отрегулируйте подачу масла на ходовой винт. Вращением винта 1 по часовой стрелке уменьшают подачу масла, против часовой стрелки — увеличивают.

При выключенном ходовом винте заверните винт 1 до отказа
Регулирование правильности сцепления зубчатых колес коробки подач
Для регулирования правильности сцепления зубчатых колес доведенного конуса и множительного механизма ослабьте гайку I и поверните винт 2 так, чтобы переместился ролик 3, сидящий эксцентрично на винте 2, в ту сторону» в которую нужно сдвинуть подвижный венец. Новое положение зафиксируйте гайкой 1.

При регулировании нужно помнить, что ось 4 ролика должна находиться в верхней половине окружности винта 2.
Источник
Чипгуру
Наладка 1М63 РСЗ
Наладка 1М63 РСЗ
Сообщение #1 Texman » 09 июн 2017, 17:36
Сменщик лег в больницу, и на моей шее тяжким грузом повис он — 1М63 Рязанского завода 1970 года выпуска. Поскольку весь мой опыт наладки этого аппарата ограничивался лишь настройкой фрикциона в коробке скоростей, я попрошу помощи у более опытных форумчан.
1) С какой стороны подлезть к муфте торможения шпинделя и как ее настроить? Сейчас торможения нет вообще, приходится отключать двигатель, чтобы патрон остановился.
2) Есть ли сливное отверстие в ПБ? Задолбался выбирать жижу тряпкой через лючок за фрикционом  кстати, насос забирает масло с самого дна или чуть выше?
кстати, насос забирает масло с самого дна или чуть выше?
3) Буксует продольный ход суппорта, электрика в порядке, грешу на муфты в фартуке. Пошатал их отверткой — шатаются, люфт миллиметра 4. Разбирать фартук не могу, т.к. в помещении нет грузоподъемных устройств. Что-то можно сделать без полной разборки фартука?
Наладка 1М63 РСЗ
Сообщение #2 vanek-in1 » 09 июн 2017, 19:31
Здравствуйте я новенький у вас на форуме но помогу чем смогу . Перебрал 1м63 весь .Муфта тормозная не настраивается механически . добраться до нее можно сняв кожух со стороны двигателя . основные неисправности тормозной муфты — износ дисков . сгорел реостат в щите обгорели контакты или не исправно реле таймера муфты не исправен или не совпадает момент вкл концевика на рукоятке вкл. фрикциона .
Отправлено спустя 3 минуты 1 секунду:
Еще сливное отверстие есть . позади пб возле кожуха. для разборки фартука кран не нужен все разбирается легко и снимается руками .
Наладка 1М63 РСЗ
Сообщение #3 Texman » 09 июн 2017, 23:31
vanek-in1 , спасибо! А если эта муфта неисправна, то смогу ли я ее снять со станка? (чтобы отдать снабженцу как образец или попытаться починить)
Еще вопрос
4) Как устроена вторая рукоятка включения шпинделя — та, что на фартуке? У меня ее нет, а станок РМЦ 3000, приходится звать помощника, чтобы нарезать резьбу у края станины.
Наладка 1М63 РСЗ
Сообщение #4 Texman » 10 июн 2017, 12:58
Снял кожух, увидел муфту. Возможно ли снять ее без снятия шкива?
Сливного отверстия не нашел. Обшарил стенку со стороны шкива и низ ПБ, ничего не нащупал. В каком именно месте слив?
Наладка 1М63 РСЗ
Сообщение #5 vanek-in1 » 10 июн 2017, 16:27
Снять по моему да слив у меня на задней стенки пб возле болта крепления пб
Отправлено спустя 5 минут 49 секунд:
Почините если не сгоревшая то только замена фрикционов а вообще прежде чем снимать убедиться что при включенном станке положении рукояти фрикциона нейтраль на проводок муфты поступает 24 вольта и при вкл скорости питание пропадает .От этого и отталкивайтесь. стоит ли ее снимать или нет . А ручка прото сидит на валу как на всех станках любых и дублирует первую .
Наладка 1М63 РСЗ
Сообщение #6 Texman » 10 июн 2017, 17:16
Ага, так и сделаю, тестер уже приволок.
Слива на моем экземпляре все-таки нет. Наверное, слишком старый станок  у вас он какого года?
у вас он какого года?
Насчет ручки — меня немного смущает выступающий валик на правой стороне фартука снизу под мотором быстрого перемещения. Видимо, на нем должно было сидеть крепление рукоятки к фартуку. Вот бы кто сфоткал оригинальное, чтобы я подсмотрел и не колхозил самопал 
Наладка 1М63 РСЗ
Сообщение #7 Станочник » 11 июн 2017, 10:58
Моя мечта когда то 1М63,уже и вариант был и готов был ехать его покупать,даже мотор в 17 КВТ и вес в 5 тонн не отпугнул,но потом встал утром и подумал а зачем он мне с его размерами и что я буду делать если в нем что то накроется да и станок кто то опередил меня купил потом.
Наладка 1М63 РСЗ
Сообщение #8 vanek-in1 » 11 июн 2017, 15:18
Когда-то думал также ну зачем мне такой огромный .ИТ-1м и так отл. справлялся но дальше больше . и тут подвернулся вариант . Думал по всякому и большой и прожорливый . Но где то глубоко внутри сидел ОН и пилил . И я его забрал 1.5 года восстанавливал не торопясь .Поставил двиг 7.5 кв 1500 об . И по истечении 2 лет владения не разу еще не пожалел . Теперь могу брать работы которым многим не под силу где ИТ ешки просто делать нечего да можно конечно и малом станке осилить некоторые работы но у 1м63 своя ниша . на ИТ делаю малые работы на 63 большие .В общем они друг друга дополняют .Кто то скажете расточительство иметь и обслуживать 2 станка проще найти 1к62 или 16к 20 и их аналоги и делать и мелкое и крупное но нет это уже не то .1м63 мужик за ним приятно работать .
Отправлено спустя 35 минут 15 секунд:
За книгу спасибо но я в своих станках каждый болт и гайку в лицо знаю потому что в каждый из них вложил часть себя .
Наладка 1М63 РСЗ
Сообщение #9 Texman » 11 июн 2017, 18:13
В таком состоянии 500р — слишком жирно, 200р — красная цена. Новую книжку на 1М63Н тут же на барахолке брал за 300р.
Слив нашел, он был закрашен и находился в таком неудобном месте, куда не заглянешь и не полезешь щупать — под петлями электрошкафа. Без наводки точно бы не нашел
Питание на муфту подавалось постоянно, в любом положении рычага.
Кстати, между массой и проводком показывает 27В — это норма?
Снял крышку муфты, включил питание — увидел, что диски сдвинулись. Ура, обмотка целая!
А вот диск с контровочными винтиками болтается свободно, и фрикционные диски тоже, плюс на них висят намагниченные лохмы. Надо снимать, но мешает шкив. Вопрос 5: как его снять?
Отправлено спустя 7 минут 26 секунд:
И это, у него вся ПБ и КП запотели маслом. Я посадил на герметик крышки фрикциона и насоса на задней стенке ПБ, оттуда теперь не течет. Какие еще места стоит герметизировать?
Также полагаю, что забит сливной канал под передним подшипником шпинделя. Как до него добраться?
Еще сильно шумит главный электродвигатель 12кВт, подшипникам в нем кранты — шатал шкив, чувствовал люфт в несколько миллиметров. Какие подшипники должны стоять на таком движке?
(Для понимания: я не могу раскидать станок, заказать запчасти и ждать месяц. Аппарат должен быть в получасовой готовности максимум.)
Источник
Токарный станок 1М63 — технические характеристики и устройство
Станок 1М63, относящийся к категории оборудования токарной группы, начал выпускаться в середине 50-х годов прошлого века на станкостроительном заводе в г. Рязани. Появление такого оборудования позволило выполнять обработку заготовок из различных металлов на новом качественном уровне.

Внешний вид токарного станка 1М63
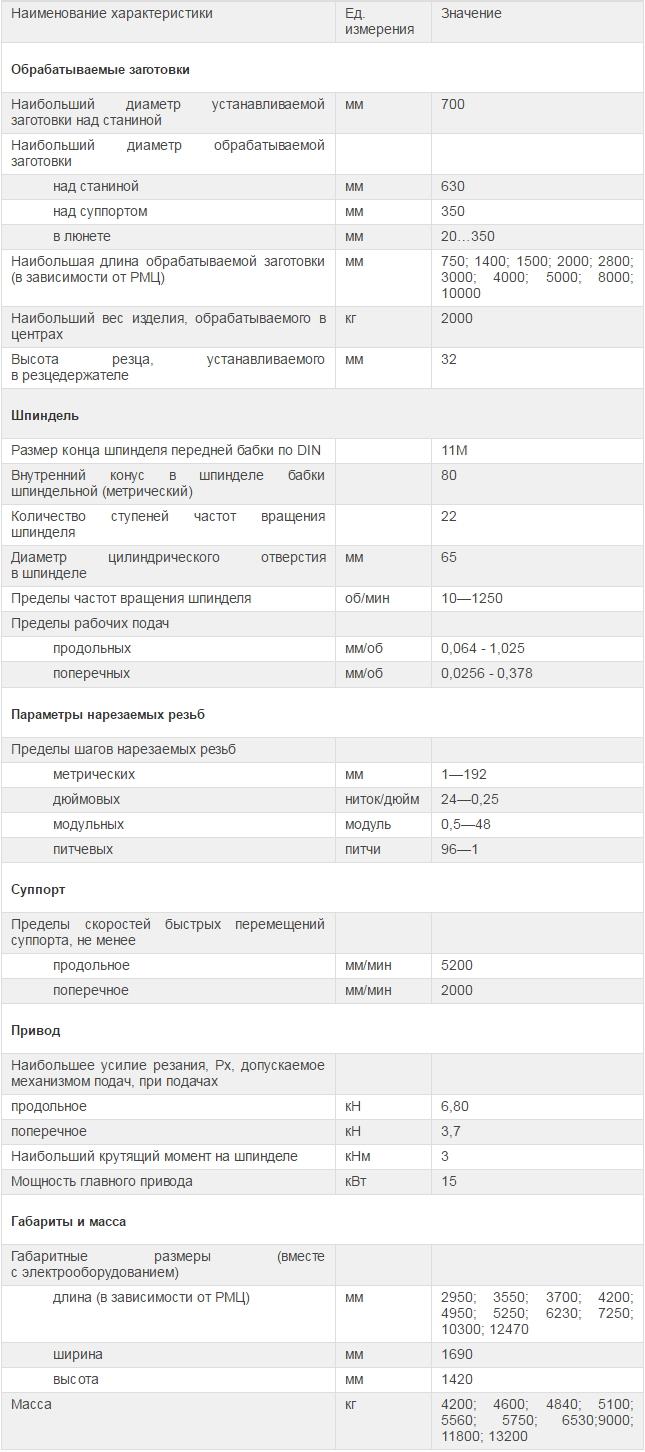
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Основные технические характеристики токарно-винторезного станка 1М63 представлены ниже в формате таблиц:
Скачать бесплатно паспорт токарно-винторезного станка 1К63: Паспорт станка 1К63
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
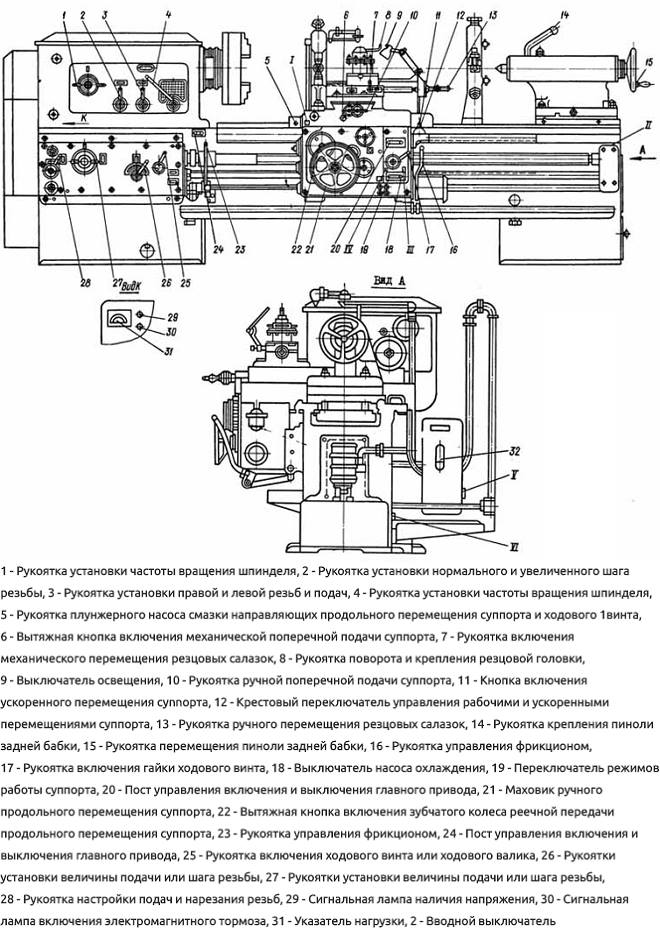
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
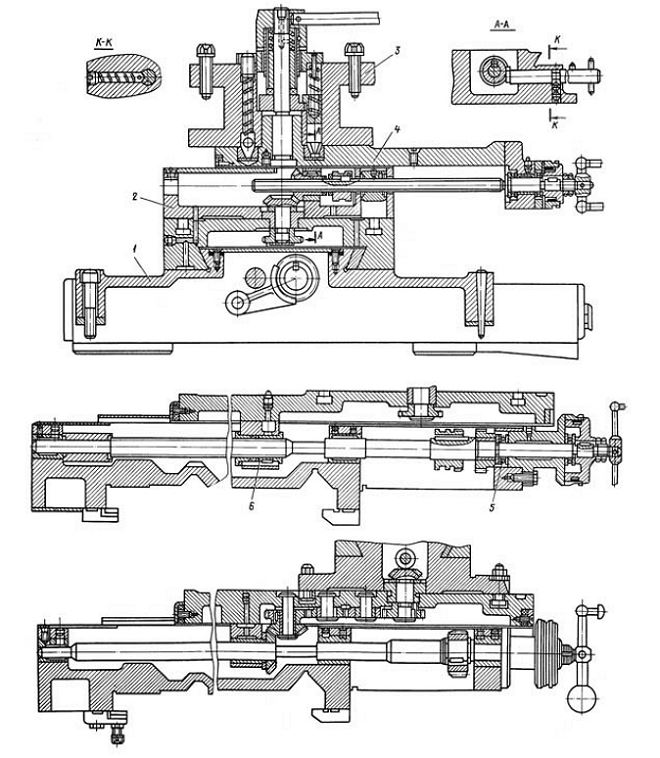
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.
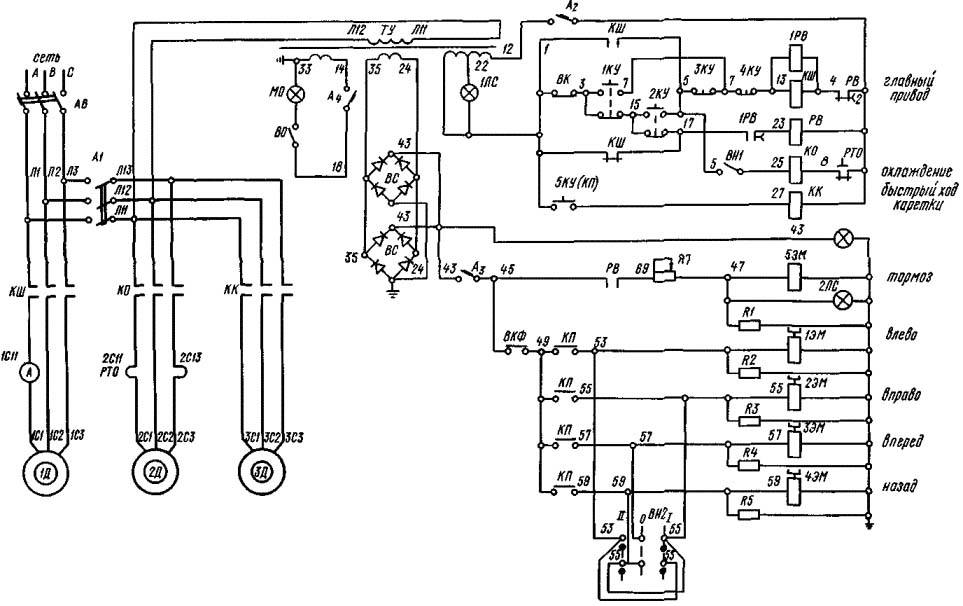
Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кроме того, на головке такого переключателя смонтирована пусковая толчковая кнопка, которая может быть включена при любом его положении. Данная кнопка отвечает за включение двигателя ускоренного хода суппорта и каретки.
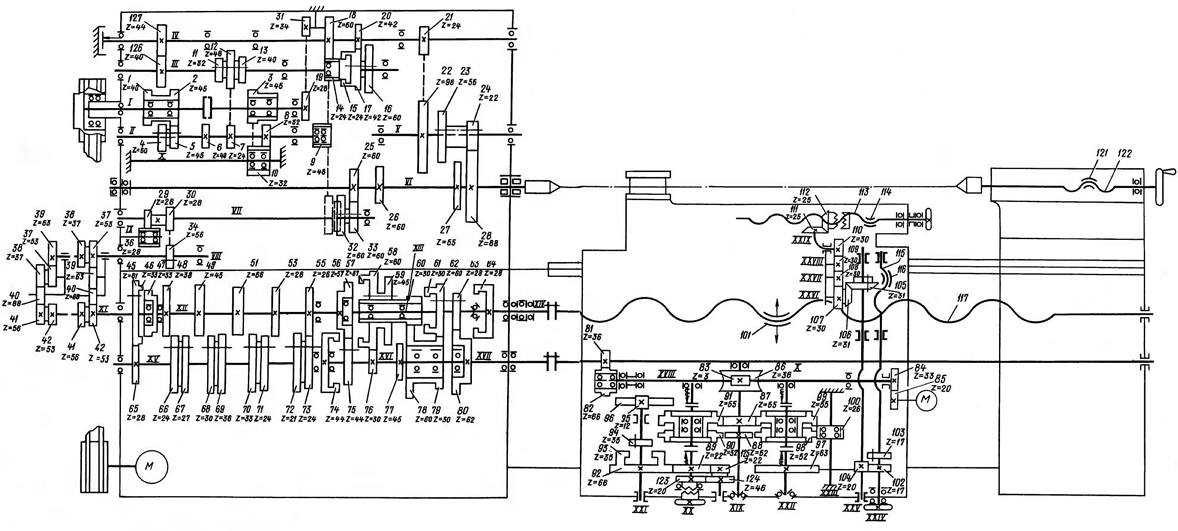
Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.
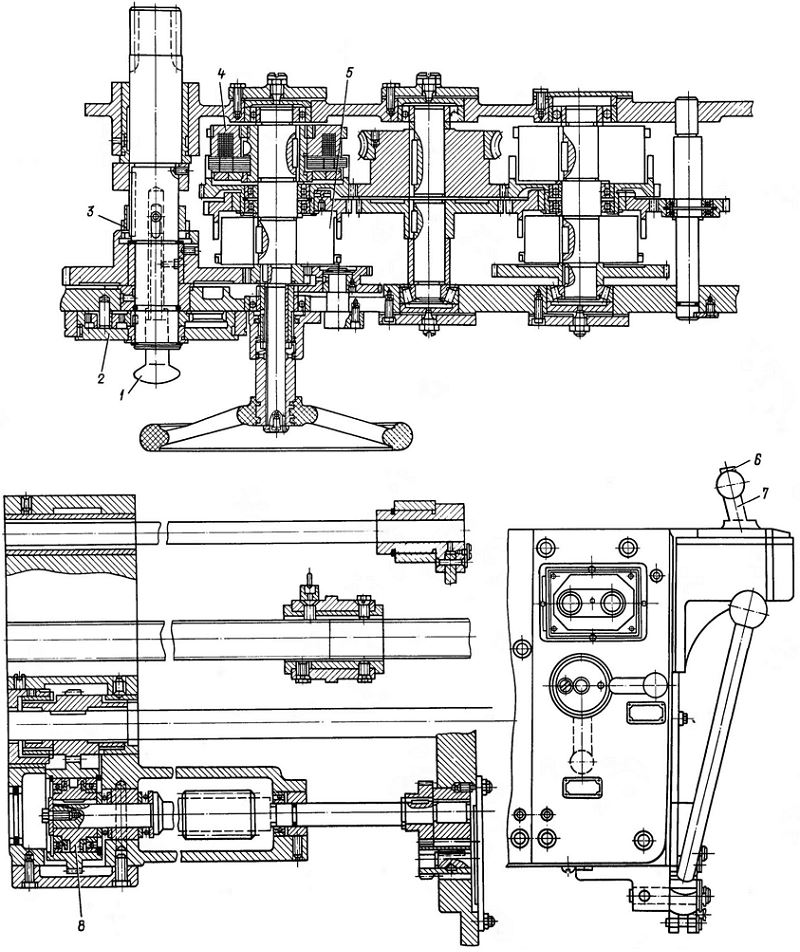
Фартук станка (нажмите, чтобы увеличить)
Коробки скоростей и подач станка
Коробка скоростей станка 1М63 располагается в передней части левой стороны станины. С главным электродвигателем коробка скоростей связана при помощи клиноременной передачи, передающей вращение на ее приводной шкив. Регулировка скоростей, реализованная в станке данной модели по ступенчатой схеме, осуществляется за счет того, что в зацепление вводятся различные шестерни, составляющие внутреннюю конструкцию коробки.
По очереди переключая такие шестерни, можно выбрать одну из 22 скоростей вращения шпиндельного узла. В паспорте станка указано 24 скорости, но две из них перекрываются. Значительно увеличить КПД станка и снизить шум при его работе можно, если проводить обработку на одной из шести самых высоких скоростей.
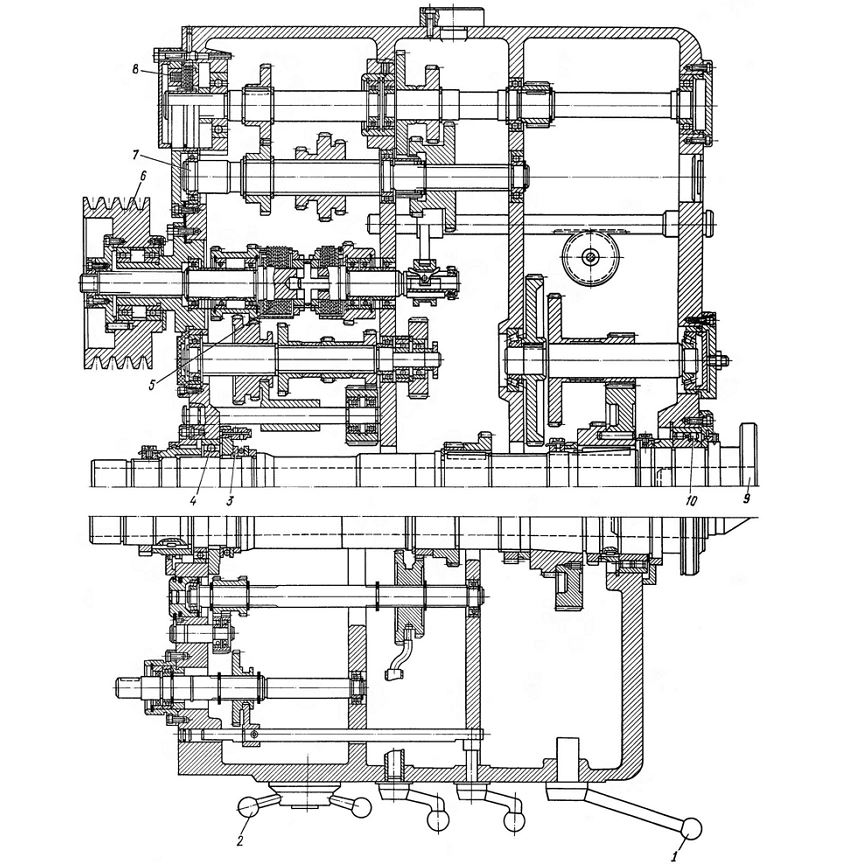
Коробка скоростей станка (нажмите, чтобы увеличить)
Для изготовления зубчатых колес, составляющих коробку скоростей данного токарно-винторезного станка, используется высококачественная инструментальная сталь, подвергаемая специальной термообработке. Устанавливают данные колеса на шлицевых валах, в опорах которых используются шариковые и роликовые подшипники. Устройство и технические возможности коробки скоростей станка 1М63 позволяют менять движение суппорта на обратное и увеличивать шаг нарезаемой резьбы в четыре раза или в шестнадцать раз. Для этого в конструкции коробки скоростей предусмотрены специальные механизмы.
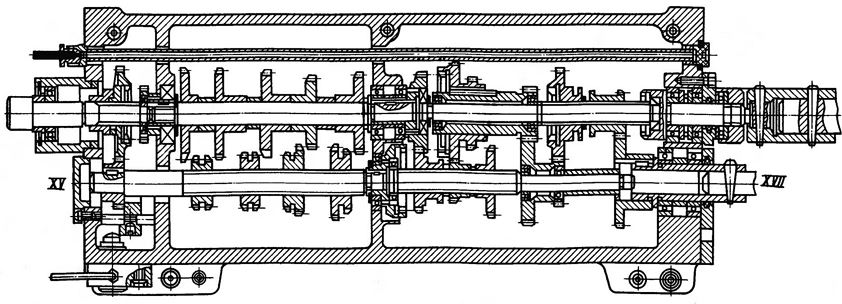
Коробка подач 1М63 (нажмите, чтобы увеличить)
Коробка подач токарно-винторезного станка 1М63 выполнена по двухосной схеме и в закрытой компоновке. Так же, как и коробка скоростей, данный узел станка работает за счет введения в зацепление разных по своим параметрам зубчатых колес, что осуществляется посредством специальных рукояток управления.
В паспорте токарно-винторезного станка 1М63 сказано, что на нем нарезают как специальную резьбу, так и резьбу, отличающуюся высокой точностью параметров. Для выполнения таких технологических операций необходимо использовать специальный комплект зубчатых колес и подключать ходовой винт напрямую.
Источник



