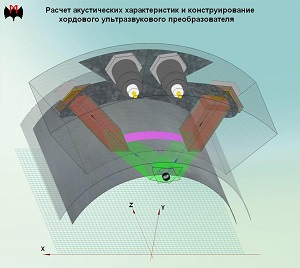
Устройство хордового ультразвукового преобразователя. Схема прозвучивания трубного элемента.
Хордовые ультразвуковые преобразователи, тип П122, и стандартные образцы предприятия (СОП). Внешний вид.
Такой способ прозвучивания имеет ряд достоинств.
Отсутствуют ложные эхосигналы от провисаний в корне сварного шва и от наружного валика усиления. На А-скане дефектоскопа наблюдаются эхосигналы только от внутренних несплошностей.
Хордовый ПЭП позволяет выявлять все типичные дефекты сварки, а самое главное он выявляет вертикально ориентированные дефекты такие как свищи, плоскостные несплавления и т.д.
Нет поперечного сканирования поскольку прозвучивается сразу все сечение сварного шва.
Сокращаются трудозатраты на подготовку (зачистку) околошовных зон изделий. Типичная ширина области сканирования 30-35мм.
Реализуется простая технология настройки и контроля. Настройку дефектоскопа проводят по СОП с торцевым плоскодонным отверстием. Браковочный уровень устанавливают по максимуму эхосигнала от плоскодонного отверстия (см. рисунки ниже). Глубиномер и временная регулировка чувствительности дефектоскопа не используется.
Есть несколько ограничений в создании и применении хордовых преобразователей.
Хордовый ПЭП является специализированным преобразователем. Он предназначен для контроля заданного типоразмера трубы. Например, преобразователем П122-5,0-38*4 прозвучивают трубы 38*4. Допуски на изменение геометрических размеров (диаметра и толщины стенки) не более 20%.
Качественные акустические характеристики хордовых ПЭП могут быть получены на тонкостенных трубах небольшого диаметра. Диапазон диаметров труб 28 — 160 мм. Диапазон толщин стенок 4-14мм.
Пример использования хордового преобразователя П122-5,0-Т32х4
Хордовый преобразователь П122-5,0-Т32х4. Прозвучивание станлартного образца 32х4 с торцевым плоскодонным отверстием
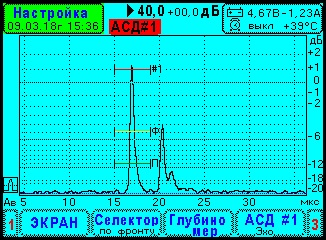
Ультразвуковой дефектоскоп УД9812. Вид эхосигналов преобразователя П122-5,0-Т32х4. Первый эхосигнал от торцевого плоскодонного отверстия в СОП, второй от передней грани образца.
Источник
Ультразвуковые хордовые преобразователи в дефектоскопии сварных стыков трубопроводов
УЗК качества сварных стыковых соединений ответственных стальных и полиэтиленовых трубопроводов малых диаметров (до 500 мм) с малой толщиной стенки традиционно считался сложной технической задачей. До настоящего времени такие стыки в целом ряде отраслей контролируются только радиографией, а стыковые соединения полиэтиленовых трубопроводов не подвергаются НК.
Между тем трубопроводы указанного типа применяются практически во всех отраслях промышленности, а общее количество стыков труб малых диаметров с малой толщиной стенки исчисляется миллионами штук. Для НК этих стыков наиболее перспективным является УЗК, и поэтому проблему контроля таких сварных стыковых соединений можно рассматривать как самостоятельный раздел теории и практики УЗ-дефектоскопии.
При традиционных технологиях УЗК отражения волн от стенок стальной трубы и неровностей сварного шва обычно создают столь мощные помехи, что на их фоне можно выявлять лишь дефекты значительных размеров, причем, как правило, плоскостные. Например, при контроле по совмещенной схеме сварных стыков толщиной от 4 до 6 мм в трубах поверхностей теплообмена уверенно выявляются лишь непровары, расположенные в корне сварного шва. Часто не выявляются даже сквозные свищи.
Аналогичная ситуация имеет место при попытках выявлять дефекты стыков полиэтиленовых трубопроводов.
Типичный вид экрана дефектоскопа при прозвучивании сварного шва по совмещенной схеме и выявлении вертикально ориентированного плоскостного дефекта представлен на рис. 1а. Отражение УЗ-волн от дефекта или их дифракция на его краях создают сигналы, амплитуда которых соизмерима с помехами реверберационного характера. При этом она значительно ниже амплитуды сигналов, отраженных от неровностей сварного шва. Именно поэтому выявление как объемных, так и плоскостных дефектов в рассматриваемых сварных соединениях не всегда достоверно.
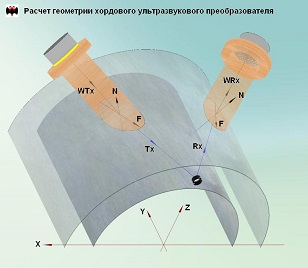
Весьма эффективным способом УЗК таких сварных стыков трубопроводов является способ, использующий так называемую «хордовую» схему прозвучивания сварного стыка с раздельными функциями излучения и приема ультразвуковых волн. Основные параметры схемы прозвучивания (углы ввода-приема, угол разворота преобразователей и т. п.) выбираются таким образом, чтобы основная энергия излучаемого пучка концентрировалась в рабочем сечении сварного стыка (рис. 16). Благодаря этому обеспечивается уверенное выявление различных дефектов в любой зоне стыка в пределах толщины соединяемых труб.
В пределах наплавленного металла (для стыков, выполненных сваркой плавлением) или вблизи зоны сплавления (для стыков, выполненных контактной сваркой) УЗ-волны распространяются параллельно поверхностям труб, а плоскость падения (отражения) на дефект перпендикулярна отражающей поверхности плоскостных дефектов. Проекции лучей, падающих на дефект (и отражающихся от него), на осевую плоскость сварного стыка лежат на хорде сечения трубы — отсюда происходит название схемы прозвучивания.
Практическая реализация «хордовой» схемы прозвучивания затруднена рядом эффектов, связанных с возбуждением вдоль контролируемой поверхности мощных поверхностных волн. Таким образом, избавляясь от помех реверберационного характера и сигналов, отражающихся от неровностей поверхности стыка (валиков или грата), «хордовая» схема, вообще говоря, может привести к появлению акустических помех другой природы, которые существенно ограничивали ее применение — контролировались трубы диаметром до 100 мм.
Предложеные в начале 90-х гг. в АО ВНИИСТ и НПП «Политест» новая конструкция «хордовых» преобразователей с эластичным протектором и технология их изготовления позволили распространить применение «хордовой» схемы на контроль сварных стыков стальных труб различных классов (в том числе — аустенитных) диаметром от 10 до 530 мм с толщиной стенки от 2 до 10 мм.
Данный подход позволил решить и проблему контроля сварных стыков полиэтиленовых трубопроводов, в первую очередь — газопроводного сортамента диаметром от 63 до 315 мм с толщиной стенки от 6 до 25 мм.
Акустические свойства стыков полиэтиленовых труб ранее подробно не изучались. Поэтому мы полагаем целесообразным представить в табл. 1 и на рис. 2 измеренные нами значения акустических характеристик полиэтилена, используемого при изготовлении таких труб.
Из табл. 1 видно, что коэффициент затухания волн в данном материале даже для продольных волн значительно превышает значения, характерные для стали. Использование же сдвиговых волн для контроля практически невозможно. Кроме того видно, что различия в акустических свойствах полиэтиленов разных марок могут достигать 10 %. Это означает, что при изменении марки полиэтилена параметры контроля могут изменяться, что приводит к необходимости изготавливать специализированные ПЭП для контроля трубопроводов из полиэтилена различных марок.
Исследования также показали, что контроль стыков полиэтиленовых труб целесообразно проводить на частотах, не превышающих 2,5 МГц (рис. 2).
Накопленный опыт использования хордовых преобразователей показал, что с их помощью удается обеспечивать отношение сигнал/помеха не менее чем +20 и +12 дБ для стальных и полиэтиленовых труб соответственно. Под термином «сигнал» здесь понимается амплитуда сигнала, отраженного от контрольного отражателя нормативного размера в СОП, а под термином «помеха» — амплитуда шумов любой природы в зоне расположения этого сигнала или вблизи этой зоны. В качестве контрольного отражателя при работе с «хордовыми» преобразователями обычно используется отверстие с плоским дном, ось которого параллельна образующей трубы.
Нормативные диаметры контрольных отражателей (отверстий с плоским дном), действующие в настоящее время в некоторых отраслях, приведены в табл. 2.
В настоящее время в промышленности работает несколько тысяч ПЭП «хордового» типа с эластичным протектором. С их помощью проводится эффективный контроль стыковых сварных соединений трубопроводов на тепловых и атомных электростанциях, газо- и нефтепроводах, на нефтеперерабатывающих предприятиях.
На рис. 3 показаны хордовые раздельно-совмещенные преобразователи с эластичным протектором, предназначенные для контроля сварных стыков полиэтиленовых труб различных диаметров.
При исследовании различных технологических решений по контролю сварных стыковых соединений трубопроводов с применением хордовых ПЭП учитывались следующие обстоятельства:
отношение сигнал/шум, по крайней мере, для стальных труб мало зависит от глубины залегания дефекта в стыке;
для сварных стыков рассматриваемых типоразмеров глубина залегания дефекта, как правило, не имеет большого значения.
Это позволило предложить следующую идеологию УЗК сварных стыков стальных труб малых диаметров:
выявление дефектов только в рабочем сечении сварного шва;
выявление дефектов сварного шва без определения глубины их залегания (напомним, что речь идет о стыках толщиной в несколько миллиметров);
проведение контроля сварного шва на двух уровнях чувствительности — поисковой и браковочной;
использование на браковочной чувствительности альтернативного принципа контроля: «в данной зоне нет дефекта, недопустимого по амплитудному признаку» или «в данной зоне выявлен дефект, недопустимый по амплитудному признаку»;
использование на поисковой чувствительности принципа: «длина (условная протяженность) выявленного дефекта не больше максимально допустимого значения» или «длина (условная протяженность) выявленного дефекта превышает максимально допустимое значение», причем амплитудный признак (превышение поискового уровня чувствительности) является лишь основанием для измерения условной протяженности дефекта.
Эти решения прошли более чем десятилетнюю апробацию в различных отраслях промышленности при контроле сварных стыков стальных трубопроводов. Опыт контроля стыковых соединений полиэтиленовых трубопроводов, приобретенный в 1999 и 2000 годах, доказал их применимость с некоторыми уточнениями и в этом случае.
Важно отметить, что контроль сварных стыковых соединений трубопроводов с применением «хордовых» ПЭП с эластичным протектором можно реализовать с использованием любого отечественного или импортного УЗ-дефектоскопа общего назначения. Однако описанные выше технологические принципы могут быть легко реализованы с помощью специально разработанных нами портативных дефектоскопов. Но этот вопрос требует специального рассмотрения в другой статье.
Источник
Хордовый пэп как настроить
Ультразвуковые «хордовые» преобразователи
Основное предназначение раздельно-совмещенных наклонных ультразвуковых пьезоэлектрических преобразователей с эластичным протектором в том, чтобы обеспечивать эффективный контроль стыковых сварных соединений.
При этом контролируемые тонкостенные трубопроводы с небольшими диаметрами могут быть выполнены из стали или полимеров. «Хордовые» преобразователи могут работать с соединениями, выполненными по различным технологиям сварки, в том числе по технологии сварки плавления, а также контактной сварки.
Использование раздельно-совмещенных «хордовых» преобразователей делает ультразвуковой контроль более доступным и эффективным. Это особенно актуально для тех случаев, когда контролю необходимо подвергнуть сварные стыки труб с небольшим диаметром и малой толщиной стенок.
Как уже было сказано, «хордовым» преобразователям доступны изделия из стали или полиэтилена. В первом случае толщина стенок должна быть в диапазоне 2−9 мм, а диаметр – от 10 до 325 мм. У труб из полиэтилена толщина стенок должна быть от 6 до 30 мм, диаметр – от 63 до 325 мм.
Принцип работы ультразвуковых «хордовых» пьезоэлектрических преобразователей с эластичным протектором
Наклонные призмы вводят ультразвуковой пучок в материал проверяемого соединения (им, как мы выяснили, может выступать сталь или полиэтилен). Правильный выбор ориентации наклонных призм обеспечивает направленность лучей вдоль хорды сечения трубы.
Таким образом, в той зоне, где происходит выявление дефектов, направление лучей и контролируемая поверхность параллельны друг другу. Лучи никоим образом не будут контактировать с валиками сварного шва. Вместе с тем, лучи будут равномерно распределяться по площади сечения соединения.
Иными словами, схема прозвучивания, реализуемая «хордовым» преобразователем, учитывает и использует кривизну поверхности изделия, обеспечивая тем самым ультразвуковому пучку оптимальную область распространения. Благодаря этому достигается ряд неоспоримых преимуществ.
Независимо от того, на какую глубину происходит залегание, чувствительность всегда остается неизменно высокой, вследствие чего увеличивается количество выявленных дефектов.
Исключается возможность многократных переотражений ультразвуковых импульсов от стенок изделия.
Неровности, образуемые на валиках сварных швов, никоим образом не препятствуют контролю, не создают ему никаких преград.
Раздельно-совмещенные пьезоэлектрические преобразователи (сокращенно – ПЭП) «хордового» типа оборудованы эластичным протектором. Он, в свою очередь, выполняет следующие важнейшие функции.
Поглощает поверхностную волну.
Обеспечивает плотный контакт ПЭП с одной стороны и поверхности трубы с другой.
Преимущества от совмещения эластичного протектора и «хордовой» схемы
Совместное использование эластичного протектора и «хордовой» схемы просвечивания в значительной степени повышает эффективность контроля, что выражается в следующем.
Контролируется вся толщина сварного шва, отпадает необходимость в поперечном сканировании в зоне толщин.
Поисковый уровень чувствительности при контроле сварных соединений:
− для стали 2−9 мм,
− для полиэтилена 6−25 мм (может быть увеличена до 35 мм).
Отношение сигнала к помехе:
− для углеродистой стали 15 дБ (минимум), для аустенитной стали не менее 6 дБ,
− для полиэтилена 12 дБ (минимум).
Возможно выявление как плоскостных, так и объемных дефектов. К дефектам первой группы относятся слипания, непровары, трещины, несплавления. Объемные дефекты представлены порами, шлаковыми включениями, свищами.
Долговечность пьезоэлектрических преобразователей и их устойчивость к воздействиям внешней среды в 3−10 раз больше, чем у преобразователей с жестким протектором. Так, один преобразователь с эластичным протектором рассчитан на контроль по меньшей мере 3000 стыков (для труб, чей диаметр равняется 32 мм).
Существенно увеличивается производительность контроля. В отношении труб с диаметром 219 мм она составляет до 10 стыков/час.
Преобразователи работоспособны при температурах в диапазоне от -40? до +50?С.
Допускается интеграция преобразователя с любыми дефектоскопами общего назначения. Совместно с данными преобразователями могут применяться также специализированные дефектоскопы-регистраторы серии УД-Р.
Виды ультразвуковых «хордовых» преобразователей с эластичным протектором
Для контроля стыковых швов стальных труб
Преобразователи рассчитаны на контроль труб из аустенитной или углеродистой стали, метод сварки – контактный или дуговой.



 Типичный вид экрана дефектоскопа при прозвучивании сварного шва по совмещенной схеме и выявлении вертикально ориентированного плоскостного дефекта представлен на рис. 1а. Отражение УЗ-волн от дефекта или их дифракция на его краях создают сигналы, амплитуда которых соизмерима с помехами реверберационного характера. При этом она значительно ниже амплитуды сигналов, отраженных от неровностей сварного шва. Именно поэтому выявление как объемных, так и плоскостных дефектов в рассматриваемых сварных соединениях не всегда достоверно.
Типичный вид экрана дефектоскопа при прозвучивании сварного шва по совмещенной схеме и выявлении вертикально ориентированного плоскостного дефекта представлен на рис. 1а. Отражение УЗ-волн от дефекта или их дифракция на его краях создают сигналы, амплитуда которых соизмерима с помехами реверберационного характера. При этом она значительно ниже амплитуды сигналов, отраженных от неровностей сварного шва. Именно поэтому выявление как объемных, так и плоскостных дефектов в рассматриваемых сварных соединениях не всегда достоверно. Практическая реализация «хордовой» схемы прозвучивания затруднена рядом эффектов, связанных с возбуждением вдоль контролируемой поверхности мощных поверхностных волн. Таким образом, избавляясь от помех реверберационного характера и сигналов, отражающихся от неровностей поверхности стыка (валиков или грата), «хордовая» схема, вообще говоря, может привести к появлению акустических помех другой природы, которые существенно ограничивали ее применение — контролировались трубы диаметром до 100 мм.
Практическая реализация «хордовой» схемы прозвучивания затруднена рядом эффектов, связанных с возбуждением вдоль контролируемой поверхности мощных поверхностных волн. Таким образом, избавляясь от помех реверберационного характера и сигналов, отражающихся от неровностей поверхности стыка (валиков или грата), «хордовая» схема, вообще говоря, может привести к появлению акустических помех другой природы, которые существенно ограничивали ее применение — контролировались трубы диаметром до 100 мм. Предложеные в начале 90-х гг. в АО ВНИИСТ и НПП «Политест» новая конструкция «хордовых» преобразователей с эластичным протектором и технология их изготовления позволили распространить применение «хордовой» схемы на контроль сварных стыков стальных труб различных классов (в том числе — аустенитных) диаметром от 10 до 530 мм с толщиной стенки от 2 до 10 мм.
Предложеные в начале 90-х гг. в АО ВНИИСТ и НПП «Политест» новая конструкция «хордовых» преобразователей с эластичным протектором и технология их изготовления позволили распространить применение «хордовой» схемы на контроль сварных стыков стальных труб различных классов (в том числе — аустенитных) диаметром от 10 до 530 мм с толщиной стенки от 2 до 10 мм.
 При исследовании различных технологических решений по контролю сварных стыковых соединений трубопроводов с применением хордовых ПЭП учитывались следующие обстоятельства:
При исследовании различных технологических решений по контролю сварных стыковых соединений трубопроводов с применением хордовых ПЭП учитывались следующие обстоятельства: Эти решения прошли более чем десятилетнюю апробацию в различных отраслях промышленности при контроле сварных стыков стальных трубопроводов. Опыт контроля стыковых соединений полиэтиленовых трубопроводов, приобретенный в 1999 и 2000 годах, доказал их применимость с некоторыми уточнениями и в этом случае.
Эти решения прошли более чем десятилетнюю апробацию в различных отраслях промышленности при контроле сварных стыков стальных трубопроводов. Опыт контроля стыковых соединений полиэтиленовых трубопроводов, приобретенный в 1999 и 2000 годах, доказал их применимость с некоторыми уточнениями и в этом случае.


