- Как выбрать и настроить ацетиленовую горелку
- Устройство ацетиленовой горелки
- Температура пламени горелки
- Принцип действия
- Плюсы и минусы
- Как выбрать ацетиленовую горелку
- Топ 6 надежных горелок
- Инструкция по эксплуатации
- Как зажечь
- Мой способ настройки ацетиленовой горелки для пайки пропаном
- #1 dentws
- Прикрепленные изображения
- Настройка ацетиленовой горелки
- Принцип устройства газовой горелки для пайки: как она работает?
- Принцип устройства
- Из чего состоит самодельная?
- Разновидности ручных
- Атмосферные
- Эжекционные (с наддувом)
- Другие виды
- Параметры для изготовления
- Cвоими руками – чертежи
- Изготовление из подручных материалов: поэтапно
- Форсунка и ручка
- Регулировка пламени
- Порядок работы
- Преимущества и недостатки ацетилено-кислородной сварки
- Достоинства
- Недостатки
- Инструменты и материалы
- Технологический процесс газосварки
- Основные способы ведения горелки и присадочного материала
- Выбор режимов
- Работа с чугуном, медью и латунью
- Рекомендации при газовой сварке
- Ацетиленовая сварка
- Общая информация
- Технология
- Достоинства и недостатки
- Особенности
- Вместо заключения
- Порядок зажигания горелки
- ФОРМА И РАЗМЕРЫ ЯДРА ПРИ ПРАВИЛЬНО ОТРЕГУЛИРОВАННОМ ПЛАМЕНИ В ЗАВИСИМОСТИ ОТ НОМЕРА НАКОНЕЧНИКА
- ОБРАТНЫЙ УДАР
- Особенности ацетиленовой сварки, ее преимущества и недостатки, области использования
- Общая информация
- Технология
- «За» и «Против»
- Особенности
- Создание шва
- Заключение
- Как настроить ацетиленовую горелку
- Устройство и принцип работы
- Плюсы и минусы
- Критерии выбора
- Инструкция по использованию
- Как выбрать и настроить ацетиленовую горелку
- Устройство ацетиленовой горелки
- Температура пламени горелки
- Принцип действия
- Плюсы и минусы
- Как выбрать ацетиленовую горелку
- Топ 6 надежных горелок
- Инструкция по эксплуатации
- Как зажечь
- Мой способ настройки ацетиленовой горелки для пайки пропаном
- #1 dentws
Как выбрать и настроить ацетиленовую горелку
Ацетиленовая горелка — специальное устройство для сварки, в котором происходит перемешивание ацетилена с О2 из воздуха и одновременно образуется газосварочное пламя.
Подобная технологическая схема дает возможность добиться хорошего качества сварных соединений, поэтому ее используют при монтаже трудоемких и ответственных строительных конструкций, к примеру, на ТЭЦ и АЭС.
Поэтому на протяжении нескольких десятилетий, ацетиленовая горелка под пропан считается самым главным инструментом газосварщика.
Устройство ацетиленовой горелки

Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а — голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
Принцип действия
Газосварочные горелки ацетиленовые выполнены таким образом, что ацетилен и кислород движутся по собственным каналам к соплу, где протекает процесс смешивания.
В результате химической реакции образуется кислородно — газовая смесь, которая выходит с высокой скоростью сквозь откалиброванное сопло наконечника. Топливную смесь зажигают, в результате чего создается сварочный факел, величину которого регулируют кранами.

Сварочный процесс стартует с нагревания кромок элементов, после чего они оплавляются и соединяются. Сварка требует значительного расхода газа, для формирования высокотемпературного режима.
Следующий этап соединения металлических деталей — наплавление присадочного металлического прутка с мягкой структурой, который способен заполнить сварочную ванну, образованную у кромок деталей.
Плюсы и минусы
Наибольшим преимуществом данного типа сварки считается ее автономность. При проведении сварочных операций не нужен источник тока, что особенно предпочтительно при производстве монтажно-строительных работ на стройплощадках, не имеющих стационарного электропитания.
Преимущества газовой горелки на пропане:
- Возможность регулировки дистанции до свариваемой зоны и температурных режимов, что исключает прожоги при сварке тонких изделий.
- Мобильность передвижения по строительному участку.
- Надежность и высокое качество сварных соединений.
- Контролирование сварочного процесса.
- Способность исполнения неповоротного сварного шва, рядом с препятствиями, без выполнения операционного стыка.
- Формирование неразъемных соединений из металла с различной температурой плавления.
- Регулирование мощности и величины сварочного пламени.
- Увеличение производственного качества сварного шва благодаря использованию легирующей сварной проволоки.
- Низкая цена горелки и материалов для обеспечения работы устройства.
Минусы при эксплуатации сварочных устройств на ацетилене:
- Работы можно производить исключительно обученным и аттестованным сварщикам.
- Небольшая продуктивность работ.
- Трансформация химических и структурных качеств металла на значительной зоне нагрева.
- Использование ацетилена формирует высочайшую пожарную опасность в окружающем пространстве.
- Низкокачественная сварка деталей из легированных металлов.
- Неосуществимость проведения сварочных операций внахлест.
Как выбрать ацетиленовую горелку

В торговой сети реализуются множество модификаций сварочных горелок, как отечественного, так и западного производства. Наконечник ацетиленовой горелки бывает от 0 до 7 типоразмера.
Главные параметры выбора зависят от параметров свариваемых деталей:
- толщины свариваемых узлов;
- химического состава свариваемого металла;
- размер соединительного сварочного шва.
Топ 6 надежных горелок

Сегодня самыми популярными устройствами являются:
- горелка ацетиленовая г2 — м «Малютка» — для пайки высокотемпературным припоем, цена: 2650 руб.;
- горелка ацетиленовая г2 — 4м,с 4-мя цельнотянутыми наконечниками: от 0 до 3 размера, с возможной толщиной свариваемого металла от 0.3 до 8.,0 мм, цена: 2559 руб.;
- горелка ацетиленовая гс — 2, с толщиной свариваемого металла от 0.5 до 5.0 мм, цена: 1250 руб.;
- горелка ацетиленовая г2 — 23, с толщиной свариваемого металла от 1.0 до 4.0 мм, цена: 1439 руб.;
- горелка ацетиленовая гс -3, с наконечниками 4,6 с климатическим исполнением +45С до -40С, цена: 1197 руб.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.
Источник
Мой способ настройки ацетиленовой горелки для пайки пропаном
#1 dentws
В жизни возникла необходимость в освоении горелки т. к. мне надоело греть газовоздушной горелкой и вторая причина: газовоздушная горелка прогревает большую плоскость и вторая при пайке возникает ситуация что может рядом что то отпаяться . Дома валялась без дела армянская ГЗ-05 честно где то сп приватизированная шоб було вместе с редукторами. Её то родимую и пришлось пустить в дело. Почитав естественно литературу приступил к сборке газосварочного поста. Шланги куплены в сельпо по 50 р. метр. Кислородный баллон выклянчан в ДРСУ (путем обмена не провереного пустого на проверенный полный, а то «че то я очкую Славик») Да, у нас больше 70 очков кислород не заправляют, наверное баллоны проходят самую «строгую» переатестацию. Оговорюсь сразу что газосварку не разу в жизни в руках не держал. Ну не было у на на руднике. Все резалось и варилось ручником в основном. А более конкретные изделия делал мех завод и приходили уже готовыми. Керосинорез был в РМЦ но после взрывов в 1998 году сразу в разных местах кислородных баллонов их конфисковали. Я себе под шумок стырил один в гараж там им баловался пока не кончился кислород.
Отклонился от темы. Так вот все это было скручено проверено на утечки газа мыльным раствором. С мыслью «как щас начну паялить» и опаньки облом. Горелка не как не хотела поджигаться. Не поджигаться она то поджигалась но работать как в книжке не хотела. Бракованная однако. Полез по форумам. Давай сверлить сопла крутить инжектор и т,д. Один фиг срывает пламя то бахает. Притом с каждым бахом паять хочется все меньше и меньше. И тут я решил пойти другим путем. Описываю сам процесс.
1. Открываем на горелке полностью вентиль ацетилена(читаем пропана) и кислорода. Редуктора закрыты. Вентиля на баллонах открыты.
2. Начинаем потихоньку открывать редуктор пропана держа огонь у сопла. Открываем очень акуратно чтоб не обжеться или не подполить че нибудь. Опаньки загорелся огонек из сопла. Крутим редуктор пропана дальше. Медленно. Огонек увеличивается и превращается в олимпийский факел (образно). Крутим дальше и начинаем наблюдать как огонь начинается отрываться от сопла. Очень медленно крутим редуктор в обратную сторону. Возвращаем огонь к соплу. Пропан настроен.
3. Теперь кислородный редуктор начинаем открывать. Очень медленно. Наблюдаем как меняется пламя и делиться на зоны. Крутим до тех пор пока у сопла огонек не станет фиолетовым и минимальной длинны. Если перекрутить будет бах. Но не боимся это же бубильгум (мультик про попугая кешу). Повторяем процедуру.
Все горелка теперь настраивается своими вентилями. Никакого срыва пламени ни каких больше бубельгумов. Делаем пламя хоть окислительное, хоть востановительное, хоть нейтральное, хоть «злое», хоть «доброе». Крутим вентиля только на горелке. Таким способом регулируем любую ацетиленовую или пропановую горелку. С любым № сопла. Инжектор тоже кстати надо регулировать. Но это есть и в литературе и в ютубе. Может мой способ тоже гдето есть в описаниях но я не нашел. Может я и не прав но мне так удобней. Постарался описать чтоб поняли все даже те кто на бронепоезде . Без обид.
Если че не так уж извините.
Прикрепленные изображения












Быть или не быть, вот в чем вопрос. Достойно ль
Источник
Настройка ацетиленовой горелки
Принцип устройства газовой горелки для пайки: как она работает?
 Каждый мужчина когда-либо сталкивался с потребностью в пайке металлических предметов. Процесс этот не сложен, а проблема заключается в том, что не у каждого дома есть газовая горелка.
Каждый мужчина когда-либо сталкивался с потребностью в пайке металлических предметов. Процесс этот не сложен, а проблема заключается в том, что не у каждого дома есть газовая горелка.
При желании и наличии свободного времени горелку для пайки можно собрать самостоятельно. Конечно, таких параметров пламени, как у заводских моделей, добиться вряд ли удастся, но для выполнения нехитрых бытовых работ мощности ее хватит.
Принцип устройства
Принцип действия горелки независимо от типа прост. В первую очередь требуется источник топлива – баллон со смесью пропана и бутана. Топливо поставляется к штуцеру паяльника через редуктор.
[stextbox использования дома выпускаются модели с баллончиками одноразового использования, которые подойдут для нечастого применения.[/stextbox]
Газ на большой скорости поступает к жиклеру по специальному проходу. В жиклере установлена игла, с помощью которой регулируется мощность пламени. При увеличении скорости в воздушном золотнике газ обогащается кислородом, требуемым для горения.
При помощи гильзы золотника регулируется объем воздуха, подаваемого к горючему газу. Так добиваются нужной интенсивности, контуров и параметров пламени.

[stextbox Газовая горелка для пайки сплавляет даже алюминий. Для такой работы потребуется применение специальной присадочного материала – припоя, изготовленного из легкоплавких металлов. Алюминий не будет перегреваться, благодаря чему создается высококачественное соединение.[/stextvbox]
Из чего состоит самодельная?
Самодельный паяльник состоит из таких элементов:
- иголки, регулирующей поступление топлива;
- ручки, изменяющей расположение иглы;
- жиклера;
- рассекателя;
- золотника;
- эжектора;
- радиатора.

Наиболее подходящим материалом для изготовления частей конструкции считается бронза либо латунь, обладающие требуемой прочностью и теплопроводимостью. Сплавы отличаются коррозионной стойкостью, устойчивостью к деформациям и обуславливают продолжительный срок эксплуатации оборудования.
Опционально устройство можно оборудовать датчиком пламени горелки, укомплектовать пьезоподжигом для облегчения зажигания. Также не лишним оборудовать самодельной устройство ветрозащитой для горелки, иначе не минуть проблем с периодически гаснущим пламенем на сильном ветру.
Газовые рампы для горелки – что это такое? Это дополнительный прибор, использующийся при необходимости повышенного потребления газа. Устройство составляют пара коллекторов, гибкие шланги и регуляторы. На коллекторе установлен запирающий кран, допускающий выполнение смены баллона на одном из питающих устройств без остановки процесса. Уменьшение давления газа производится рамповым редуктором.
Разновидности ручных
Атмосферные

Инжекционные газовые горелки представляют собой устройства, работа которых основывается на инжекции (всасывании) воздуха в корпус мощной струей газа.
Такое оборудование популярно и востребовано в основном на предприятиях и заводских цехах по причине принудительного поступления воздушного потока. Для пользователей-любителей же инжекционные горелки слишком затратны и приобретать их особого смысла нет.
Горелка газовоздушная работает по такому принципу. Воздушный поток всасывается в корпус, где соединяется с горючим газом.
[stextbox некоторых моделей основана на обратном принципе – газ затягивается под влиянием мощного воздушного потока.[/stextbox]
Такой вариант допустим в ситуации, когда давление газа равно атмосферному. При прохождении по соплу газовоздушная смесь разгоняется, создается разреженная зона за соплом.
Устройства, у которых выполняется полное смешивание газа со средним давлением с требуемым объемом воздуха, при функционировании выпускают малое пламя.
Лампы с неполным соединением газа и воздуха для объединения в корпус поступает лишь до 60% от нужного объема. Недостающий воздух приходит извне прямо к пламени при разрежении в топке газовоздушного потока, инжектированного в смеситель.
Инжекторные приборы с малым давлением газовоздушной смеси отличаются устойчивостью пламени и применяются для разнообразных тепловых нагрузок.
Эжекционные (с наддувом)
 Эжекционные приборы отличаются специфичным предназначением и конструкцией. Они – верные спутники конструкторов и специалистов, выполняющих спайку цветных металлов. Повышенная температура и возможность регулирования потока позволяют использовать паяльные лампы для закаливания металлов либо иной термообработки, требующей повышенной точности и резких очертаний конуса огня.
Эжекционные приборы отличаются специфичным предназначением и конструкцией. Они – верные спутники конструкторов и специалистов, выполняющих спайку цветных металлов. Повышенная температура и возможность регулирования потока позволяют использовать паяльные лампы для закаливания металлов либо иной термообработки, требующей повышенной точности и резких очертаний конуса огня.
В зависимости от области применения устройство и габариты паяльника и дюз различаются.
Самые портативные модели применяются в ювелирном деле и для спаивания тонких металлов – они незаменимы при выполнении филигранной работы.
Лампы средних размеров с конусом 3-9 мм используются для электропайки муфт, алюминиевых и медных труб, изделий из меди и ее сплавов.
Крупные устройства отличаются высокой мощностью, потому используются для таких работ, как точная сгибка, художественная ковка, штамповка. Применяются они также как основа для создания домашних горнов и печей для закалки.
Эжекторные паяльники обладают высокой устойчивостью пламени со стабильной температурой. Для снижения потребления газа и оперативного достижения требуемой мощности в них используется преднагревательный контур.
Другие виды
 Также выпускаются горелки, в которых применяется МАРР вместо привычной смеси пропана и бутана или природного газа. Пламя таких паяльников способно гореть с температурой 2200-2400°С. Основной поток энергии концентрируется в конусе с ярко выраженными контурами.
Также выпускаются горелки, в которых применяется МАРР вместо привычной смеси пропана и бутана или природного газа. Пламя таких паяльников способно гореть с температурой 2200-2400°С. Основной поток энергии концентрируется в конусе с ярко выраженными контурами.
Такие устройства применяются для прогревания, ковки, сгибания массивных заготовок либо изделий из высокоуглеродистых марок стали, закалки и отпуска металла. МАРР отличается низкой температурой кипения, использование такого газа возможно даже в паяльниках без подогревающего контура.
По типу топлива паяльники разделяются на:
Особенность пропановых горелок для пайки – формирование чрезвычайно тонкой струи огня. Благодаря этому устройства такого типа применяются для точечной обработки металлов, фигурного резания, изготовления декоративных элементов.
Для работ с использованием ацетильно-кислородных горелок необходимо правильно подбирать размер наконечника и тип форсунки, через которую будет подаваться смесь из ацетилена и кислорода. Зажечь паяльник можно только после появления из сопла характерного для горючего газа запаха, после добавления кислорода образуется пламя синего цвета. При ошибках в настройках, ацетиленовая горелка станет резать, а не сваривать.
Сформированная водородной горелкой дуга отличается высокой устойчивостью независимо от проведения предварительной обработки соединяемых элементов. Для работы требуется использование электролизера, то есть кислородно-водородного газосварочного прибора, в котором под воздействием электротока в автоматическом режиме выполняется разделение воды на водород и кислород.
[stextbox Выбор в пользу определенного типа горелки по мощности производится в зависимости от толщины сопрягаемых деталей. Изделия толщиной до 3 мм поддаются обработке при мощности паяльника 1,5 киловатт. Для прутьев и металлических плит толщиной до 14 мм необходима мощность как минимум 2-3 кВт.[/stextbox]
Параметры для изготовления
Перед сборкой горелки следует заранее определиться с требуемыми параметрами, основными из которых являются:
- Тип пламени – факельный либо вихревой. Конструкция беспламенных горелок слишком сложна для изготовления в домашних условиях. Факельное пламя воздействует на маленькую площадь и применяется для точеной сварки. При помощи вихревого можно быстро прогреть большие площади поверхности.
- Устройство для корректирования пламени. Регулятор позволяет уменьшать ил повышать поток в зависимости от материала и способа обработки. Для управления можно использовать водопроводный вентиль.
Cвоими руками – чертежи
Для сборки паяльника потребуются:
- заготовки из латуни для создания форсунки и рассекателя;
- латунная трубка;
- пластинки из жароустойчивых материалов;
- электродрель;
- тиски;
- силикон либо иной уплотнитель;
- редуктор газовый;
- рукава соединительные.
Пример элементов горелки представлен на чертеже.

Изготовление из подручных материалов: поэтапно
Форсунка и ручка
К трубке из латуни приделывается ручка, для ее изготовления можно воспользоваться ручкой от неисправной паяльной лампы. Второй вариант – брусок с диаметром продольного отверстия, равного размеру трубки. Для сопряжения применяется силиконовый клей либо эпоксидка. Ручке придается форма, удобная для руки.
К созданию форсунки следует отнестись очень тщательно. Ее отверстие сечением 0,1 мм выполнить дома практически невозможно, потому сначала устраивается широкое, а края его забиваются до требуемого размера. Для ускорения процесса деталь зажимается в тисках, по ней наносятся вертикальные удары молотком с оттягиванием по направлению к центру.
Удары наносятся круговые во избежание отклонения подающегося газа при пользовании. Головку следует почистить мелкой наждачкой. С оборотной стороны форсунки устраивается резьба, позволяющая ей соединиться с трубкой подвода газа.

Регулировка пламени
Изготовленной по вышеописанной схеме горелкой уже можно пользоваться. Аппарат будет работать после соединения элементов в единую конструкцию. Остается лишь подключить газовый баллон, открыть вентиль и поджечь.
Но при этом возникнут некоторые неудобства – регуляция газового потока доступна только посредством крана на баллоне, максимально возможной мощности пламени добиться не удастся. Прибор нужно укомплектовать рассекателем и краном.
Кран можно установить непосредственно на горелке либо на подводящей трубе. Удобнее для работы, когда вентиль смонтирован недалеко от ручки (выше на 3-4 см). Сам кран также можно позаимствовать со старого автогена. Устройство фиксируется на резьбе, уплотняющейся ФУМ-лентой.

Для изготовления рассекателя используется латунная заготовка цилиндрической формы с отверстиями: одним – для подводящей трубки и несколькими параллельными ему меньшего сечения.
Заготовка закрепляется на трубке так, чтобы кромки ее выходили на 2-3 мм за пределы форсунки. Рассекатель выполняет сразу две функции:
- обеспечивает ветрозащиту;
- проводит поток кислорода, требуемого для поддержания стабильного горения.
Порядок работы
Для спаивания крупных элементов между собой удобно пользоваться профессиональной горелкой. Для спайки деталей небольших размеров рекомендуется применять приборы, работающие на ацетилене либо светильном газе. В последнем случае наблюдается большая эффективность, к тому же, этот тип топлива дешевле.
При сопряжении спайкой небольшого количества деталей желательно их заранее прогревать, что сократит время на одинаковый нагрев всех элементов. Это исключает появление коробления и иных дефектов.
Перед работой каждому элементу следует придать неподвижной положение и исключит их сдвиг в процессе спайки. Выполняется это на верстаке либо ином приспособлении.
Непосредственно перед спайкой на соединяемые кромки наносится флюс. Если возникла необходимость в добавлении флюса в процессе производства работ, следует горячий конец детали помещать в припой, а не наоборот.
Для соединения элементов из разнородных металлов пламя нужно направлять на тот материал, теплопроводность которого выше. Также следует внимательно отнестись к сопряжению разноразмерных деталей.
[stextbox Обязательно нужно проследить за тем, чтобы все элементы были одинаково прогреты. Толстые детали следует прогревать дольше.[/stextbox]
Припой в огне горелки расплавлять нельзя, так как он будет стекать каплями. Расплав необходимо создавать при касании проволоки с поверхностью основного элемента.
Припой всегда стремится протечь в наиболее прогретые участки спайки. Потому пламя следует направлять до припоя. Если он не может попасть в шов, значит элемент не приобрел требуемую для соединения температуру.
Места спаечного соединения не нужно прогревать слишком долго, потому как это приведет к изменениям в составе припоя и его выгоранию. Эффективность использования флюса значительно снизится.
[stextbox Прохоров, сварщик, стаж работы 15 лет: «Производится огромное количество газовых горелок для пайки, различающихся по используемому газу, мощности, области использования. Для домашней работы вполне сгодится и самодельная паяльная лампа, а для чего-то более серьезного необходимо приобрести выпускаемый серийно инструмент».[/stextbox]
Преимущества и недостатки ацетилено-кислородной сварки
Одна из старых разновидностей получения неразъемного соединения деталей, но не потерявшая своей актуальности – это ацетиленовая сварка металла. Применяется для сваривания практически любых материалов, особенно привлекательно при сваривании тонкостенных трубопроводов и других конструкций.
Достоинства
Почему именно ацетилен основной газ при газовой сварке металлов? Температура его горения превышает градус плавления стали и других материалов. При высокой квалификации газосварщика, выгода ацетиленовой сварки заключается в большой производительности при небольших затратах на газ и материалы. Остальные плюсы и минусы рассмотрим ниже.

Главным преимуществом ацетилено-кислородной сварки является мобильность и контроль за сварочными работами. Есть и другие преимущества:
- при ацетиленовой сварке баллоны легко транспортируются на тележке. Удобно варить неповоротный шов, при небольшом расстоянии до стены. В этом случае не требуется делать операционный стык;
- с помощью газовой горелки можно проводить неразъемное соединение металлов с различными температурами расплава. Осуществляя регулировку силы и вида пламени, можно добиться оптимальных условий ацетиленовой сварки;
- при сваривании деталей небольшой толщины из конструкционной стали, меди, чугуна, латуни ацетиленовый способ незаменим;
- можно повысить качество шва путем использования проволоки из легирующей стали или других добавок.
Осуществляя регулировку температуры нагрева, можно предотвратить сильную деформацию конструкции и стыка. При этом достигается еще и оптимальная скорость сваривания металлов.
Недостатки
Но есть у ацетиленового вида сварки и некоторые минусы. К ним относятся:
- при нагреве образуется большая площадь с изменениями в свойствах материала, поэтому ацетиленовая сварка не применяется в машиностроении;
- при соединении деталей толщиной более 5 мм газосварку лучше заменить ручной или полуавтоматической электросваркой;
- соединение высокоуглеродистой стали не для кислородно-ацетиленовой сварки;
- при соединении внахлест, металл будет значительно деформироваться, и в нем будут образовываться участки со значительным напряжением;
- требует повышенных затрат на материалы и оборудование, по сравнению с электродуговым типом сварки.
 Самый главный недостаток – это высокая взрывоопасность. Но многое в этом зависит от человеческого фактора.
Самый главный недостаток – это высокая взрывоопасность. Но многое в этом зависит от человеческого фактора.
Несоблюдение правил безопасности, неправильных действиях при обратном ударе – это основные ошибки, приводящие к авариям. Сварщик при работе с ацетиленом должен обладать навыками выше тех, которые достаточны для полуавтоматической и автоматической сварки.
Способ ацетиленовой сварки наиболее подходит для стыковых соединений деталей. А качество шва напрямую зависит от качества и чистоты ацетилена и кислорода.
При всех недостатках и высокой взрывоопасности, данный вид является основным для сваривания тонкостенных деталей и некоторых цветных материалов. К этому можно добавить наполненность и аккуратность шва.
Стык электродуговой сварки не может быть таким красивым и надежным как у газосварки, особенно при неповоротном стыке.
Инструменты и материалы
 Для ацетиленовой сварки потребуется вполне доступное и относительно недорогое оборудование. Ранее для получения газа применялись газовые генераторы, но сейчас более распространен баллонный ацетилен.
Для ацетиленовой сварки потребуется вполне доступное и относительно недорогое оборудование. Ранее для получения газа применялись газовые генераторы, но сейчас более распространен баллонный ацетилен.
Баллон окрашен в белый цвет. Для поддержания горения используется баллонный кислород. Как правило, их перевозят на специальных тележках.
В зависимости от толщины свариваемого металла предусмотрено использование нескольких размеров горелки и сопла. Самый маленький размер, который может иметь горелка – нулевой, а самый большой – пятый.
При необходимости сильного нагрева толстого металла используется наибольший номер с отверстием, позволяющим подавать газовую смесь в сварочную ванну и обеспечивающую нормальный прогрев стыка.
К горелке подходят шланги с ацетиленом и кислородом. Крепятся с помощью резьбового соединения.
Редукторы позволяют регулировать подачу газа и понижать давление газа, поступающего из баллона. Давление в кислородном баллоне порядка 150 атм. К тому же редукторы защищают баллон от обратного удара.
В зависимости от вида свариваемого материала, присадочная проволока может выполняться из стали или других металлов с добавлением легирующих добавок. Они улучшают качество шва. Для ацетиленовой сварки стальных водопроводных труб используют оббитые электроды для ручной электросварки, но это более дорогой вариант.
Технологический процесс газосварки
 Процесс работы начинается с открывания вентилей на баллонах и регулировки давления газа с помощью редукторов. Оптимальное значение напора газов – 2 атмосферы. При большем давлении, может быть затруднена регулировка пламени.
Процесс работы начинается с открывания вентилей на баллонах и регулировки давления газа с помощью редукторов. Оптимальное значение напора газов – 2 атмосферы. При большем давлении, может быть затруднена регулировка пламени.
На горелке открываем вентиль подачи ацетилена и поджигаем газ. Затем постепенно открывая кислородный вентиль, регулируем пламя. Для сваривания черных металлов наиболее часто применяется нейтральное пламя горелки. Сам факел состоит из трех, хорошо видимых невооруженным глазом, частей.
Голубой цвет с незначительным зеленоватым отливом имеет ядро, которое расположено внутри пламени.
Далее идет рабочая область, отвечающая за нагрев и качество шва в процессе ацетиленовой сварки. Это восстановительное пламя и оно, как правило, светло-голубого цвета.
Самая большая часть – это факел горелки. Он отвечает за нагрев металла.
Для настройки нейтрального пламени, необходимо прислонить горелку к любой металлической поверхности и отрегулировать его вентилями подачи газа. Ядро не должно быть очень большим, а восстановительное пламя регулируется до определенного цвета.
Сначала выставляется размер факела. Это делается подачей ацетилена. Затем постепенно увеличивая подачу кислорода, добиваемся нормального пламени.
При этом не следует делать очень мощное пламя. Оно увеличит не только скорость ацетиленовой сварки, но и повысит количество прожогов и подрезов шва. Поэтому регулировка – это одна из основных операций, которая облегчает выполнение сварочных работ.
Нельзя выставлять длинный и оранжевый цвет факела. Такое горение будет снижать качество шва, внося в сварочную ванну избыток углерода.
Основные способы ведения горелки и присадочного материала
 Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
При ведении от себя впереди горелки располагается проволока. Такой метод применяется при сваривании конструкций больших по толщине. В этом случае расплавленный металл деталей и присадки одновременно заполняет сварочную ванну.
Этот способ требует от сварщика обеспечения равномерного перемешивания основного и присадочного металла. При недостаточном количестве расплава проволоки шов получается ослабленным.
При способе ацетиленовой сварки «на себя» первой идет горелка, и при расплавлении основного металла в ванночку добавляется металл с проволоки. Здесь надо правильно расположить горелку.
Она должна идти под острым углом по отношению к деталям. Этот способ наиболее прост. Надо разогреть металл, снять с проволоки каплю и растянуть ее по шву. По этому принципу формируется катет шва.
Для большего удобства и предохранения образования прожогов, горелку ведут либо полумесяцем или круговыми движениями.
Большую роль в качестве соединения играет правильная стыковка деталей, отсутствие больших зазоров при сварке тонких листов или труб. Следует помнить – перед ацетиленовой сваркой детали необходимо прихватить в нескольких местах. На трубах небольшого диаметра, прихватки делаются примерно через 1200.
На проведение сварочных работ оказывает влияние и характеристики свариваемого металла.
Выбор режимов
 Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.
Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.
Работа с чугуном, медью и латунью
Перед сваркой чугуна необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
Сварку деталей из меди ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку под слоем флюса, для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Рекомендации при газовой сварке
Устройство ацетиленокислородной установки (рис. 97). На двухколесной тележке размещаются два баллона: один высокий, с кислородом, а второй низкий, с ацетиленом. Цепь, крепящая их к тележке, защищает баллоны от опрокидывания. Вентили обоих баллонов открываются с помощью накладного ключа. На новых баллонах вентили закрыты защитными колпаками. На каждом вентиле установлен редуктор с двумя манометрами, которые указывают давление в баллоне и в шланге. Рабочее давление устанавливается с помощью ручки, имеющейся в каждом редукторе. Отдельные шланги — красный или темно-бордовый для ацетилена и голубой или черный для кислорода — подают газ в горелку, где осуществляется регулировка подачи газа с помощью соответствующих вентилей.
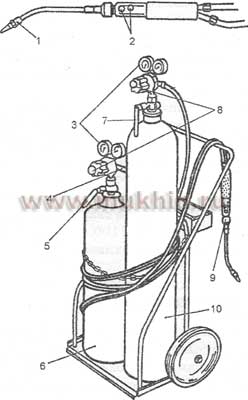
Рис. 97. Устройство ацетиленокислородной установки: 1 — мундштук; 2 — регулировочные ручки горелки; 3 — редукторы; 4 — ацетиленовый шланг; 5 — накладной ключ; 6 — ацетиленовый баллон; 7 — кислородный ключ; 8 — регулировочные ручки; 9 — горелка; 10 — кислородный баллон
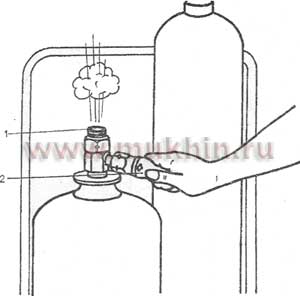
Рис. 98. Продувка вентилей: 1 — выпускное отверстие; 2 — накладной ключ
Подготовка сварочной установки к работе
1. Продувка вентилей (рис. 98). При выполнении этой процедуры с новыми баллонами следует снять с баллона, например, с ацетиленом, защитный колпак и стать на некотором расстоянии от выходного отверстия вентиля. Откройте вентиль, медленно поворачивая накладной ключ примерно на четверть оборота против часовой стрелки. Через секунду закройте вентиль, повернув его по часовой стрелке. Для продувки вентиля кислородного баллона повторите с ним описанную процедуру.

Рис. 99. Установка редуктора: 1 — регулировочная ручка; 2 — выпускной патрубок вентиля; 3 — гайка редуктора
2. Установка редукторов (рис. 99). Убедитесь в том, что регулировочный винт редуктора баллона с ацетиленом повернут до упора против часовой стрелки. Установите присоединительный патрубок редуктора в выходное отверстие вентиля баллона и завинтите гайку редуктора, вращая ее против часовой стрелки сначала рукой, а потом ключом, пока она не окажется завинченной до упора. Установите таким же образом редуктор на кислородный баллон, однако гайку при этом следует вращать по часовой стрелке.

Рис. 100. Крепление и продувка шлангов: 1 — регулировочная ручка; 2 — манометр давления
3. Крепление и продувка шлангов (рис. 100). Присоедините красный (темно-бордовый) шланг к редуктору баллона с ацетиленом, а голубой — к баллону с кислородом. Шланг для ацетилена надевается на шланговый фитинг, который завинчивается против часовой стрелки; фитинг кислородного шланга завинчивается по часовой стрелке.

Рис. 101. Подключение горелки и присоединение мундштука: 1 — ацетиленовый шланг; 2 — кислородный шланг; 3 — насадка
4. Подключение горелки и присоединение мундштука (рис. 101). Выберите мундштук, который будет использоваться при сварке, и привинтите его к горелке. Присоедините красный (темно-бордовый) шланг к фитингу горелки с левой резьбой, а голубой (черный) кислородный шланг — к фитингу с правой резьбой. Вращайте гайку ацетиленового шланга против часовой стрелки, а гайку кислородного шланга — по часовой стрелке. Затяните обе гайки ключом. Проверьте, не нуждается ли в очистке мундштук. Если внутри мундштука имеются загрязнения, вставьте в него металлическое приспособление для чистки, имеющее несколько меньший диаметр, чем диаметр отверстия, осторожно вводя его в отверстие по прямой, чтобы не повредить мундштук. Затем прочистите мундштук приспособлением для очистки, имеющим тот же диаметр, что и мундштук.
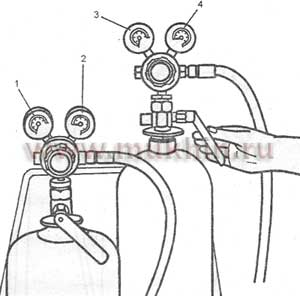
Рис. 103. Проверка наличия утечки: 1, 3 — манометр давления в баллоне; 2, 4 — манометр рабочего давления
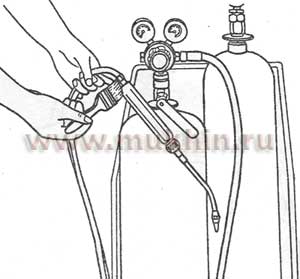
Рис. 103. Проверка наличия утечки
5. Проверка наличия утечки (рис. 102, 103). Чтобы убедиться в том, что вентили горелки закрыты, поверните кислородный и ацетиленовый вентили по часовой стрелке. Затем, отступив в сторону, медленно откройте вентиль кислородного баллона на пол-оборота. Поворачивайте регулировочный винт редуктора, пока манометр не покажет 20 фунтов (1,3 бара). После этого откройте вентиль ацетиленового баллона на четверть оборота и, вращая регулировочный винт редуктора, установите по манометру рабочего давления ацетилена 5 фунтов (0,3 бара). Закройте оба вентиля баллонов и следите за показаниями манометров. Уменьшение показаний свидетельствует о наличии утечки газов. Выполните снова операции по пунктам 2—4 и повторите описанную проверку. Если такое повторное затягивание соединений не приносит желаемого результата, нанесите с помощью кисти на все соединительные патрубки и шланги раствор для выявления утечки, состоящий из одного стакана жидкости для стирки и 4 литров воды. В месте утечки появятся пузырьки. Если же утечка не обнаружена, слегка откройте вентили горелки и с помощью редукторов установите требуемое давление в горелке.
Выключение сварочной установки
1. Продувка шлангов (рис. 104). Закройте оба вентиля на горелке — сначала ацетиленовый, потом кислородный, а затем вентили ацетиленового и кислородного баллонов. Откройте ацетиленовый вентиль на горелке и, после того как оба манометра редуктора баллона с ацетиленом покажут 0, закройте его. Продуйте таким же образом кислородный шланг.
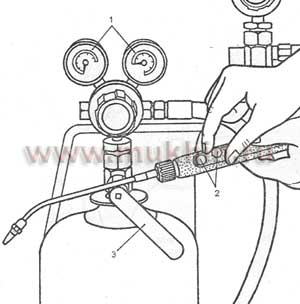
Рис. 104. Выключение сварочной установки: 1 — манометры; 2 — регулировочная ручка; 3 — накладной ключ
2. Отвинчивание регулировочного винта редуктора (рис. 105). Поверните ручку регулировочного винта на редукторе баллона с ацетиленом против часовой стрелки до тех пор, пока не исчезнет сопротивление этому вращению. Затем проделайте ту же процедуру с редуктором баллона с кислородом, вращая его ручку также против часовой стрелки. Сверните шланги и повесьте их на тележку так, чтобы они не волочились по полу. Положите горелку на полку тележки.
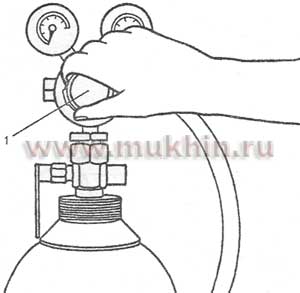
Рис. 105. Отвинчивание регулировочного винта редуктора: 1 — регулировочная ручка
Зажигание и регулировка пламени горелки
1. Зажигание горелки (рис. 106). Откройте вентили обоих баллонов примерно на пол-оборота, а затем — вентили горелки, тоже на пол-оборота. С помощью ручек регулировочных винтов установите на манометрах давление, соответствующее рекомендуемым для используемого наконечника величинам, а затем закройте вентили горелки. Откройте ацетиленовый вентиль на пол-оборота и, держа зажигатель на расстоянии примерно 25 мм от конца мундштука, зажгите ацетилен. Если пламя дымное, то необходимо, добавляя больше ацетилена, добиться исчезновения дыма, после чего основание пламени должно приблизиться почти вплотную к концу мундштука горелки.
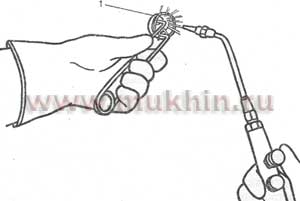
Рис. 106. Зажигание горелки: 1 — зажигатель
2. Регулировка пламени (рис. 107). Медленно откройте вентиль, подающий кислород в горелке, добиваясь появления вблизи края мундштука горелки резко выраженного голубовато-белого ядра. Отрегулируйте вентилем пламя так, чтобы получить так называемое нормальное пламя с закругленным ядром светло-голубого цвета. Избыток кислорода приводит к образованию окислительного пламени с остроконечным ядром и более коротким факелом, которое вызывает перегрев металла, приводящий к его окислению.
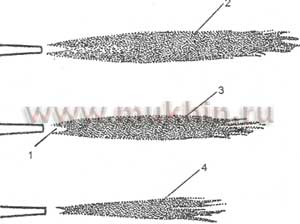
Рис. 107. Регулировка пламени: 1 — внутреннее ядро пламени; 2 — восстановительное пламя; 3 — нормальное пламя; 4 — окислительное пламя
Основа газовой сварки — техника формирования линии сплавления
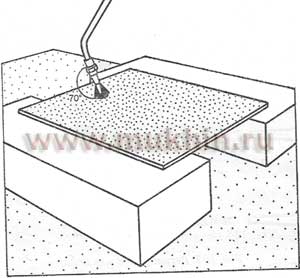
Рис. 108. Техника формирования линии оплавления
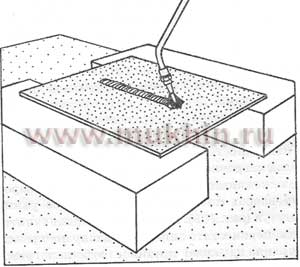
Рис. 109. Техника формирования линии оплавления
Формирование линии сплавления. Положите бракованный кусок листового металла толщиной 2—3 мм на два огнеупорных кирпича. Зажгите горелку и отрегулируйте горение так, чтобы получить нейтральное пламя. Держа мундштук горелки под углом от 60 до 70 градусов к поверхности металла, чтобы ядро пламени находилось на расстоянии примерно 2 мм над поверхностью металла, добейтесь образования круглой сварочной ванны (рис. 108). Затем круговыми движениями медленно переместите сварочную ванну вперед по направлению, которое указывает мундштук (рис. 109). Продолжая выполнять эти движения, переместите сварочную ванну поперек листа. Если ванна начинает слишком глубоко погружаться в металл, необходимо быстрее перемещать вперед горелку. Если ванна имеет небольшой размер и неправильные очертания, для исправления этих недостатков следует либо замедлить перемещение, либо увеличить угол наклона горелки. После завершения прохода поднимите щипцами лист и осмотрите его поверхность с обратной стороны. При качественном выполнении линии проплавления с обратной стороны листа образуется небольшое усиление, имеющее правильную форму.
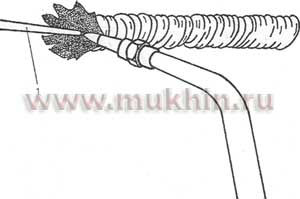
Рис. 110. Сварка с присадочным прутком: 1 — присадочный пруток
Наплавка с использованием присадочного прутка
Сварка с присадочным прутком (рис. 110). Возьмите присадочный пруток такой же толщины, что и лист металла, и нагрейте последний до образования сварочной ванны. Наклоните горелку и начните формировать линию сплавления. Одновременно введите конец присадочного прутка в середину сварочной ванны, удерживая его под углом 90 градусов к горелке, вдоль линии ее перемещения. Перемещайте горелку круговыми движениями, удерживая конец присадочного прутка непосредственно перед ней. По мере необходимости поднимайте и опускайте конец прутка в сварочную ванну, чтобы нарастить ровный валик металла, немного выступающий над поверхностью листа.
Вынимая пруток из ванны, не выводите его конец из пламени, чтобы он не охладился и не стал твердым. Если конец прутка прилип к сварочной ванне, не следует пытаться выдергивать его; вместо этого направьте пламя непосредственно на пруток и, когда он расплавится, плавным движением извлеките его. Прежде чем продолжить наплавку валика, убедитесь в полном расплавлении сварочной ванны.
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
Ацетиленовая сварка
Использование ацетилена в сварке — один из старейших методов получения качественного эстетичного шва. С помощью этого метода можно варить любые металлы, в том числе черные и цветные. Вам даже не нужно использовать для этого электричество! Словом, это крайне интересный метод соединения однородных и разнородных металлов.

В этой статье мы кратко расскажем, что такое ацетиленовая сварка, какие есть достоинства и недостатки у этой технологии, какие особенности учесть, чтобы получить максимально качественный шов.
Общая информация
Ацетиленовая сварка — метод соединения металлов, при котором ключевым компонентом является газ ацетилен. Ацетилен получают путем смешивания карбида кальция с водой. Ранее смешивание выполнялось вручную в специальном генераторе. Дополнительно использовался баллон с кислородом, шланги, горелка. Применение ацетилена и кислорода при сварке получило широкое распространение.

Всегда было одно «но»: генератор и необходимость смешивать ацетилен вручную. Эта процедура была трудоемкой и проводилась перед каждой сваркой. Но был один плюс: после сварки можно было слить оставшийся газ и использовать его повторно. Но вскоре газовая сварка ацетиленом начала производиться применением специальным баллонов, содержавших газ ацетилен. Так что сейчас нет нужды вручную сменить карбид кальция и воду.
Технология
Сначала подается ацетилен для сварки до того момента, пока не появится характерный резкий запах. Поджигаем горелку и постепенно подаем кислород. Должно образоваться красивое синее пламя. Баллоны с ацетиленом и кислородом обычно снабжены редукторами. Установите давление ацетилена от 2 до 4 атмосфер, и давление кислорода до 2 атмосфер. Это оптимальные значения. Мы не рекомендуем использовать большее давление, поскольку оно лишь усложнит процесс сварки.
Если предстоит сварка ацетиленом и кислородом черных металлов, то рекомендуем добиться нейтрального пламени. Его можно визуально отличить от любого другого, поскольку пламя состоит из трех «слоев»: внутренний обычно ярко-голубого или зеленоватого цвета, средний бледно-голубого цвета и наружный.
Вообще существует 4 типа пламени, получаемого с помощью ацетилена. Но чаще всего используется именно нейтральное пламя, оно относительно универсальное. Здесь мы не будем подробно расписывать, как добиться нейтрального пламени, поскольку это сложный процесс. При желании вы сможете найти дополнительные обучающие материалы. Скажем лишь, что важно не допускать появления длинного пламени, конец которого окрашен в оранжевый цвет. К тому же, неправильно настроенное пламя может вместо плавления просто разрезать металл, так что важно уделить этой теме побольше внимания при обучении.
Достоинства и недостатки
Достоинства у ацетиленовой сварки весомые. Во-первых, вам не нужно использовать электричество, чтобы произвести сварку. К тому же, все оборудование можно перевозить на специальной тележке, и вы сможете варить на улице в труднодоступных местах. Во-вторых, вы можете просто поменять угол направления пламени, и температура ванны сразу же изменится. Так можно довольно удобно регулировать степень нагрева.

В-третьих, при должной сноровке вы можете избежать прожогов просто меняя расстояние от сварочной ванны до горелки. Но не стоит забывать и о недостатках. Нужно понимать, что такая сварка требует много времени и терпения, поэтому ее нельзя назвать производительной.
А такой вариант вряд ли подойдет для крупного предприятия с большим количеством выпускаемой продукции. Также учитывайте, что во время сварки нагревается не только сварочная ванна, но и вся прилегающая область металла, а это не очень хорошо для детали. Также такую работу не сможет выполнить сварщик низкой квалификации, обязательно нужен профессионал своего дела.
Особенности
Ацетилено кислородная сварка имеет свои особенности, которые обязательно нужно учитывать перед началом работ. Прежде всего, качество готового шва зависит от трех компонентов: мощности пламени, угла сварки и диаметра присадочной проволоки. Давайте подробнее остановимся на каждом из них.
Мощность пламени газовые горелки для сварки должна выбираться исходя из свойств металла, который вы собираетесь варить. Пользуйтесь простым правилом: у толстой детали высокая теплопроводность и температура плавления, значит для нее необходима большая мощность пламени. С тонкой деталью все с точностью наоборот. Но учтите, что тем больше мощность пламени, тем больше расход газа.
Профессионалы обычно высчитывают оптимальную мощность с помощью формулы, но для новичков этот метод может показаться сложным. Поэтому просто дадим свои рекомендации касаемо оптимальных значений мощности для каждого типа металла. Ниже вы можете видеть рекомендуемые номера наконечников в соответствии с толщиной металла. Именно с помощью наконечника регулируется мощность. Она имеет свою ЕИ — литры в час (л/ч).

Теперь поговорим об угле наклона горелки. Угол наклона так же зависит от толщины металла. Для сварки металла толщиной от 1 до 155 миллиметров рекомендуем угол от 10 до 80 гарусов соответственно. Увеличивайте угол, если металл толще. Чтобы деталь хорошо прогрелась (не важно, какой она толщины) нужно в начале сварки держать горелку под углом в 90 градусов.
Также присадочная проволока используется для сварки. Ее диаметр наравне с мощностью пламени и углом наклона горелки влияет на качество шва. Здесь все то же самое, диаметр подбирается исходя из толщины металла. Просто узнайте, сколько миллиметров толщина вашей детали, поделите пополам это значение и прибавьте один миллиметр, таков будет диаметр проволоки.
Отдельно хотим рассказать вам о способах ведения горелки. Ее можно вести на себя или от себя. Если вы будете вести на себя, то сначала должна двигаться горелка, а вслед за ней присадочная проволока. Так пламя будет равномерно разогревать металл и формировать сварочную ванну. Старайтесь держать горелку под углом 45 градусов. Траектория движения — кругом или полукругом. Присадочную проволоку нужно подавать следом, прямо в сварочную ванну.
Если вы будете варить от себя, то сначала нужно подавать присадочную проволоку, и только затем горелку. Зачастую такой метод применяют, если нужно сварить толстый металл. В таком случае нагрев металла и плавление проволоки осуществляются одновременно. Образуется смесь из расплавленной проволоки и металла, которая заполняет сварочную ванну. И самое сложное — добиться равномерного смешивания, чтобы шов получился максимально качественным. Так что нужно следить за скорость плавления металла и проволоки.
Вместо заключения
Ацетиленовая сварка — одна из лучших технологий для резки и сварки металлов, если на первом месте стоит качество шва, а не количество выпущенной продукции. Сварка ацетиленом, по сути, является просто разновидностью газовой сварки, а потому доступна и проста в эксплуатации. Газовые баллоны можно легко и недорого купить в любом специализированном магазине. Больше не нужно вручную смешивать воду с карбидом, чтобы получить ацетилен, достаточно открыть подачу газа и приступить к работе. А вы когда-нибудь выполняли ацетиленовую сварку? Расскажите о своем опыте, он будет полезен для новичков. Не забывайте делиться этой статьей в своих социальных сетях. Желаем удачи в работе!
Порядок зажигания горелки
1. При открытых вентилях горелки установить рабочее давление по манометру редуктора (средние значения 4 кгс/см 2 для кислорода и 1 кгс/см 2 для ацетилена) в соответствии с толщиной свариваемого металла. Закрыть вентили

2. Открыть на 1/4 оборота кислородный, а затем на один оборот ацетиленовый вентили

3. Поджечь горючую смесь. Пламя должно гореть устойчиво, не отрываясь от мундштука

4. Пламя регулируют ацетиленовым вентилем при полностью открытом кислородном

5. По мере нагревания мундштука ** может образовываться пламя с избытком кислорода. Чтобы исключить это, создают запас ацетилена. Необходимо убедиться в его наличии. При этом средняя светящаяся зона пламени должна быть примерно в 4 раза больше длины ядра. Это соответствует 15 %-ному избытку ацетилена в пламени
ФОРМА И РАЗМЕРЫ ЯДРА ПРИ ПРАВИЛЬНО ОТРЕГУЛИРОВАННОМ ПЛАМЕНИ В ЗАВИСИМОСТИ ОТ НОМЕРА НАКОНЕЧНИКА

Если при зажигании смеси горелка дает хлопок или при полном открытии ацетиленового вентиля появляется черная копоть, надо проверить:
- затянута ли накидная гайка;
- достаточно ли давление кислорода;
- нет ли воды в шлангах;
- не перекручены ли (придавлены) шланги
При хлопках горелку нужно выключить: перекрыть сначала ацетиленовый, а затем кислородный вентили. Иногда хлопки и обратные удары вызываются перегревом мундштука после длительной работы. Тогда горелку нужно погасить и охладить мундштук в воде. При частой прочистке мундштука его отверстие разрабатывается. Кроме того он обгорает в процессе сварки. Сильно разработанный мундштук надо заменить
ОБРАТНЫЙ УДАР
Возможная причина
Способ устранения
Бочкообразная форма сужающейся части канала
Заменить мундштук (неустранимый дефект изготовителя)
Несовпадение осей выходного канала (1) и конфузора (2)
Развертывание конфузора конической разверткой
Уменьшение длины выходного участка канала менее трех диаметров выходного отверстия
Мундштук сильно приближен к детали или засорен
Соблюдать расстояние от мундштука до детали. Прочистить мундштук
Особенности ацетиленовой сварки, ее преимущества и недостатки, области использования

Ацетилен (он же этин) используется в сварке практически с момента её изобретения. С ним можно получить плотные и аккуратные швы.
Причем, технология с использованием ацетилена может применяться как с углеродистыми сталями, так и со сплавами цветных металлов. Для этого метода не понадобится даже электрическая сеть!
В общем, ацетиленовая сварка — необычный способ пайки. В этом блоке мы коротко расскажем, как проходит сварка с ацетиленом, какие плюсы и минусы у этой методики, и что нужно учитывать, если задача — получить шов с высоким качеством.
- Общая информация
- Технология
- «За» и «Против»
- Особенности
- Создание шва
- Заключение
Общая информация
В ацетиленовой сварке основным «участником» является газ ацетилен. В промышленности он образуется после гидролиза карбида кальция (его соединения с молекулами воды) или пиролиза углеводородного сырья.
Первый метод даёт более чистый газ, поэтому сварочный ацетилен делают именно так. Раньше сварщики перед работой соединяли воду и карбид вручную с участием кислородного баллона, горелок и шлангов.
Однако с улучшением технологий появилась возможность закупать готовые газовые баллоны. Смесь ацетилена и кислорода часто используется в сварке.
Раньше существовало неудобство — ацетилен обязательно нужно было замешивать вручную. Мастера выполняли эту трудоёмкую задачу перед каждой сварочной работой.
Но, стоит заметить, после завершения готовый ацетилен можно было перелить в закрытый резервуар и использовать в дальнейшем.
Но теперь есть массовое производство баллонов, наполненных ацетиленом, поэтому самостоятельно мешать кальций карбид с водой не нужно, достаточно просто купить расходник.
Технология

В первую очередь в зону сварки подают ацетилен. Делают это до момента, пока не почувствуется резкий запах, характерный для этого газа. Потом поджигается горелка и начинается постепенная подача кислорода. Горелка должна дать синее пламя.
Газовые баллоны имеют встроенные редукторы, на которых нужно установить давление в 2-4 атмосферы (для ацетилена) и не более двух атмосфер (для кислорода) — это общепринятые показатели.
Если давление ацетилена будет больше, сварочный процесс усложнится, поэтому мы не рекомендуем делать так.
Если вы будете использовать ацетилен-кислородную сварку для соединения черного металла, то лучше создать нейтральное пламя.
Оно выглядит как трёхслойный разноцветный огонёк: его внутренняя часть ярко-голубая с зелёным оттенком, средняя — бледного синего цвета, наружная — практически белая.
С использованием ацителина можно получить четыре вида пламени горелки. Но нейтральный вид считается универсальным, и потому его создают чаще всего. В этой статье мы не будем в деталях рассказывать, как получить нейтральное пламя, так как это сложно.
Вы можете найти обучающие видео уроки или отдельные материалы на эту тему. Мы только заметим, что не должно образовываться длинное пламя, у которого кончик имеет оранжевый цвет.
Нюансу пламени горелки стоит отвести побольше времени, потому что пламя, которое настроено неверно, может не соединить металл, а наоборот — разрушить его.
«За» и «Против»
У сварки ацетиленом немало весомых плюсов. Прежде всего, для её осуществления не нужна электродуга и электрический ток вообще.
Всю аппаратуру и расходники легко перемещать при помощи тележки, поэтому работать вы можете даже в самых труднодоступных участках. Также регулировка степени нагрева очень удобная.
Она быстро осуществляется за счет изменения угла между пламенем и поверхностью. Кроме того, при хорошей натренированности вы можете предупредить прожоги на поверхности, изменяя расстояние между пламенем и сварочной ванной.
Но недостатки у ацетиленовой сварки тоже есть. Прежде всего, она медленная и кропотливая, потому производительность её не так велика, как у электрической.
Поэтому ацетилен редко используют в промышленности и даже маленьких цехах, где нужно производить определённое количество деталей за день. Учтите, что газовая горелка не может нагревать только сварочную ванну.
Она затрагивает также «соседние» участки элементов, что может плохо повлиять на прочность готового изделия. Поэтому недостаточно обученному мастеру лучше не экспериментировать с этим видом сварки. Ею должны заниматься квалифицированные сварщики.
Особенности

Сварка с применением ацетилена и кислорода связана с нюансами, о которых нельзя забывать перед тем, как приступать к работе. Характеристики готового соединения зависят от трёх пунктов: силы пламени, угла наклона горелки и диаметра присадки.
Какую мощность установить на горелке зависит от того, какие свойства у свариваемых металлических заготовок.
Правило подбора простое: элемент с большим сечением обладает высокой температурой плавления и теплопроводностью требует большей мощности газовой горелки.
Если заготовка тонка, пламя, наоборот, должно быть «слабее». Но учитывайте, что большая сила пламени требует увеличения количества используемого газа ацетилена.
Опытные сварщики рассчитывают нужную мощность горелки применяя формулу. Для «зелёных» мастеров это может быть сложнее. Потому на различных ресурсах можно встретить таблицы соответствия и подбора характеристики в зависимости от толщины металла.
Мощность (измеряется в л/ч) меняется со сменой наконечников. У каждого из них есть свой номер, поэтому её подбор равен подбору номера наконечника.
От сечения детали зависит не только сила пламени, но и угол, под которым вы будете создавать шов. Если деталь 155 миллиметров и меньше, для неё подойдёт острый угол: от 10 до 80 градусов примерно.
Наклон увеличивают с утолщением заготовки. Перед сваркой металла ацетиленом любой толщины его нужно прогреть в любом случае, поэтому в самом начале горелка должна быть под прямым углом к поверхности.
Создание шва

Для создания шва нужен и присадочный материал в виде проволоки. Её толщина влияет на свойства шва в такой же степени, как и сила пламени и угол, под которым расположена горелка.
Выбор проволоки также зависит от сечения свариваемой детали. Для определения диаметра присадки есть формула: измерьте сечение металла, разделите на два и добавьте 1 мм. Это и будет нужное значение ширины присадочной проволоки.
Способ, которым вы будете вести горелку, также важен для итогового результата. Она может идти в направлении «на» и «от себя». В первом случае вы ведете горелку, за которой пускаете присадку.
В этом случае за счет равномерного подогрева металла будет образовываться сварочная ванна. Держите источник пламени под острым углом в 45 градусов.
Двигайте его по полукруглой или круглой траектории. Присадку подавайте сразу за пламенем в углубление ванны.
При сварке ацетиленом от себя подавайте присадочный материал наоборот — перед тем, как пройдётесь по металлу горелкой. Обычно этот способ используют для пайки толстых деталей.
Так металл и присадка будут плавиться одновременно и из-за этого лучше соединяться.
Масса из проволоки и металла в жидком виде наполняет собой сварочное углубление. Главное — сделать так, чтобы соединение двух элементов было равномерным.
Так шов будет однородным и без деформаций. Поэтому будьте внимательны по отношению к скорости расплавления кромок и присадки.
Заключение
Ацетилен кислородная сварка не зря так часто применяется для соединения и разъединения металлических деталей. Здесь преимущество не в производительности и скорости, а в качестве готовой конструкции.
Эта технология — газовая сварка, доступная и несложная в выполнении. Покупка баллонов с ацетиленом проста: найти их можно в любом строительном магазине или магазине оборудования для сварки.
Смешивание карбида кальция с водой осталось в прошлом, и эта мучительная работа больше не побеспокоит сварщиков.
Нужно просто прокрутить вентиль, но, конечно, предварительно настроив давление. Также важно соблюдать технику безопасности, надевать специальную форму и аккуратно обращаться с горелкой. Желаем удачи!
Как настроить ацетиленовую горелку
Кислородно ацетиленовая горелка- это инструмент, который используется для соединения двух кусков металла посредством очень высокой температуры. Вдобавок, этот инструмент действует как режущая головка, то есть используется для резки цельного куска металла на части.
Горелка — это устройство для контролируемого сжигания жидкого, газообразного или пылеобразного топлива. Обеспечивают испарение (для жидкого топлива), смешивание с воздухом или другим окислителем, формирование факела и распределение пламени. По назначению горелки делят на сварочные, осветительные и нагревательные.
Сварочной горелкой называется устройство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени. Каждая горелка имеет устройство, позволяющее регулировать мощность, состав и форму сварочного пламени. Сварочные горелки согласно подразделяются следующим образом: по способу подачи горючего газа и кислорода в смесительную камеру — инжекторные и безинжекторные.
Инжекторная горелка — это такая горелка, в которой подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия сопла. Этот процесс подсоса газа более низкого давления струей кислорода, подводимого с более высоким давлением, называется инжекцией, а горелки данного типа — инжекторными.
В горелке этого типа горючая смесь образуется за счет инжектирования (подсоса) горючего газа кислородом, который проходит по центральному отверстию инжектора. Выходя из маленького отверстия инжектора в камеру смешения, кислород расширяется, теряя давление; происходит подсос ацетилена. Устройство такой горелки показано на рис. 1. Для нормальной работы инжекторной горелки давление поступающего в нее кислорода должно быть 2÷4 кгс/см 2 . Давление же ацетилена может быть значительно ниже – от 0,01 до 0,1 кгс/см 2 (или от 100 до 1000 мм вод. ст.).

Рисунок 1 – Устройство инжекторной сварочной горелки:
1 – мундштук; 2 – наконечники; 3 – смесительная камера; 4 – инжектор; 5 – кислородный вентиль; 6 – ниппель; 7 – ацетиленовый вентиль.
Кислород из баллона под рабочим давлением через ниппель, трубку и вентиль 5 поступает в сопло инжектора 4. Выходя из сопла инжектора с большой скоростью, кислород создает разрежение в ацетиленовом канале, в результате этого ацетилен, проходя через ниппель 6, трубку и вентиль 7, подсасывается в смесительную камеру 3. В этой камере кислород, смешиваясь с горючим газом, образует горючую смесь. Горючая смесь, выходя через мундштук 1, поджигается и, сгорая, образует сварочное пламя Подача газов в горелку регулируется кислородным вентилем 5 и ацетиленовым 7, расположенными на корпусе горелки. Сменные наконечники 2 подсоединяются к корпусу горелки накидной гайкой.
Нагрев наконечника горелки уменьшает инжекцию кислорода и снижает разрежение в камере инжектора, что уменьшает поступление ацетилена в горелку. Так как поступление кислорода в горелку при этом остается постоянным, то уменьшается содержание ацетилена в газовой смеси и, следовательно, усиливается окислительное действие сварочного пламени. Для восстановления нормального состава сварочного пламени сварщик, но мере нагревания наконечника горелки, должен увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки. При засорении мундштука горелки увеличивается давление горючей смеси в смесительной камере, горючая смесь обогащается кислородом, что ведет к усилению окислительного действия сварочного пламени.
Недостатком инжекторной горелки является непостоянство состава горючей смеси, преимущество ее в том, что она работает на горючем газе как среднего, так и низкого давления.
Дата добавления: 2015-01-30 ; просмотров: 35 | Нарушение авторских прав
Ацетиленовая сварка — самый популярный метод газопламенной сварки. Это вызвано ее простотой в эксплуатации, низкой ценой исходников для выработки ацетилена и доступный набор оборудования. Такая технология позволяет достичь хорошее качество соединений, даже при монтаже самых сложных и ответственных сооружений, например тепловых и атомных электростанций. Ацетиленовая горелка — специальная конструкция, в которой происходит смешивание газа с кислородом из воздуха, при этом образуется мощное сварочное пламя. Именно это обстоятельство позволяет, на протяжении вот уже нескольких десятилетий, считать ацетиленовое оборудования одним из основных инструментов газосварщика.
Устройство и принцип работы
Газовая сварка – соединение деталей из металла под воздействием пламени с высокой температурой, благодаря чему на их поверхностей образуются сварочные ванны. Пламя получается при горении ацетилена с катализатором О2 и образованием горячей факельной струи. Такая горелка также имеет высокую функциональность по резке металлов.
- Газ и кислород поступают по своим каналам в горелку, где смешиваются, образовавшийся газ выходит через откалиброванное сопло наконечника ацетиленовой горелки.
- Газотопливную смесь поджигают, после этого образуется факел, размеры которого устанавливают с помощью регулирующих кранов (вентилей).
- Ацетиленовое пламя формируется из 3-х частей: ядро, с самой высокой Т, восстановления и факела. Процесс сварки происходит во второй и третьей частях.
- Открытое высокотемпературное пламя предохраняет сварочную поверхность от контактов с воздушным окислителем.
- Сварка начинается с нагрева кромок деталей, далее происходит их оплавление и соединение. Процесс требует большого расхода газа, для создания высокотемпературного режима.
- Другой этап — наплавка с применением мягкого металлического присадочного прутка, насыщающего сварочную ванну у кромок.
 Как выглядит ацетиленовая горелка
Как выглядит ацетиленовая горелка
- Пропановый баллон;
- кислородный баллон, подающий О2 являющейся катализатором процесса горения;
- шланги;
- газовая горелка: трубка из бронзы, 2-х регуляторов для каждого газового баллона, откалиброванная форсунка для тонкого распыла газовой среды под давлением.
Плюсы и минусы
Самым главным достоинством этого вида сварки является автономность, поэтому отсутствует необходимость в источнике тока, что особо приемлемо при выполнении монтажно-строительных работ на площадках, где отсутствует электроэнергия.
Преимущества ацетиленовой сварки:
- Возможность регулирования расстояния до свариваемой поверхности и рабочих режимов, что позволяет исключить брак в виде прожогов, даже в случае соединения тонких металлических листов.
- Мобильность перемещений и транспортировка по монтажно-строительной площадке.
- Надежность и высокое качество производимых работ.
- Контроль за процессом сварки.
- Возможность выполнения неповоротного шва, вблизи препятствий, например, стены без необходимости осуществления операционного стыка.
- Создание неразъемных металлических соединений с различными температурами точек плавления.
- Настройка силы и размера сварочного пламени.
- Повышение качества шва с применением легирующей стальной проволоки.
- Устранение процессов возникновения деформационных сдвигов конструкции и стыка, путем регулировки температурного режима нагрева, тем самым достигая расчетный режим сваривания металлов.
- Низкая стоимость оборудования и расходников для устройства.
Недостатки при использовании мини ацетиленовой горелки:
- Работы могут выполнять только обученные и аттестованные работники.
- Низкая производительность работ по сварке.
- Изменение химических и структурных свойств материала на большой площади нагрева.
- Применение ацетилена создает высокую пожароопасность среды;
- Большая загазованность в месте сварочных работ.
- Низкокачественное пайка узлов из легированных стальных материалов.
- Невозможность выполнения сварки внахлёст.
Критерии выбора
Для ацетиленовой сварки используется распространённое и дешевое оборудование. Раньше газ получали в газогенераторах, но сейчас, в основном, больше используют баллонный ацетилен. Его баллон окрашен белым цветом. Для осуществления процесса окисления применяют баллонный кислород, который перевозят на тележках, особой конструкции.
Существует ряд типоразмеров горелки, маркируемых по толщине свариваемого металла. Самый малый номер – 0, а самый большой – 7. Для выполнения газопламенной обработки с использованием ацетилена применяются исключительно ацетиленовые горелки. Основным моментом в их выборе являются технические параметры выполняемой работы: толщина свариваемых изделий, химический состав материала и используемые диаметры наконечников, от которых будет зависеть размеры соединительного шва и качественность выполнения операции. В связи с чем, подбор ацетиленовой горелки выполняют с учетом требований к обрабатываемым деталям.
 Ацетиленовая горелка Донмет-251
Ацетиленовая горелка Донмет-251
Сегодня самыми использованными горелками являются:
- Г2 для проведения сварки при помощи различные наконечники, от 0 до 4 размера включительно, с толщиной деталей от 0.2 до 7.0 мм и максимальной скоростью сварки до 200 мм/мин.
- Г3, Донмет-251 для сварки металла толщиной до 30.0 мм, с наконечниками от 2 до 7 размера и поддержанием режимного давления кислорода и ацетилена. Например, для сварки элементов толщиной от 7.0 до 11.0 мм используют наконечник No 5, с давлением кислорода от 2 до 3 кгс/см2, а ацетилена от 0.4 до 1.0 кгс/см2. При этом можно обеспечить скорость сварки до 45 мм/мин.
- Резак Р2А-02М “Сварог”, предназначен для резки листа из черных металлов.
Инструкция по использованию
Все работы с ацетиленовой горелки должны выполняттся обученным персоналом, аттестованного по правилам No ПБ 03-273-99 для сварщиков на работах подведомственным Госгортехнадзору России и других нормативных актов, изданных в Москве.
Этапы технологического процесса сварки:
- Предварительно защищают поверхность от поражения ржавчиной и коррозией, свариваемые элементы. Для этого можно использовать щетки по металлу и насадки на шлифмашину.
- Обезжиривают поверхность с применением растворителей, например, ТИГа, в противном случае наплавляемый слой не будет достаточно прилегать к поверхности.
- Выполняется запуск ацетиленовой горелки, включается полуавтомат подачи электрода и начинается процесс сварки.
- Устанавливают скорость дозирования электрода, в соответствии с видом металла и толщиной изделий.
- Проверяют работу инжекторной системы оборудования, к кислородному входу, присоединяю шланг редуктора и повышают давление до режимного значения. При прохождении О2 через инжектор, в тракте ацитилена будет возникать разрежение. Его можно проверить, приложив палец к ниппелю, после чего и присоединяют два шланга, поджигают образовавшуюся смесь и регулируют размер пламени.
- После завершения работ сначала закрывают краном ацетиленовый сосуд, а после чего кислородный, иначе произойдет удар огня в шланг с возможным взрывом.
Мероприятия по пожарной безопасности:
- Работая с баллонами требуется соблюдать строгие мер безопасности: не оставлять их без присмотра, не размещать рядом с горячими источниками, с О2 и другими легковоспламеняющими газами. Хранение сосудов осуществляют вертикально.
- Перед началом сварки в помещениях, выполняют тщательную вентиляцию до, во время и после ее сварки.
- До производства работ оформляют все необходимые допуски, особое внимание уделяют выполнению мероприятиям для предотвращения возникновения огня от расплавленного шлака, например, когда рядом расположены легковоспламеняемые вещества или материалы, в виде деревянных конструкций.
- С целью защиты от ожогов используют спецодежду и пожарозащитные ширмы.
- Нужно проявлять повышенное внимание при зажигании дуги и во все время ее работы.
- С целью защиты от металлических брызг рабочие работают с полностью застегнутой спецодеждой, в частности, с воротом и рукавами, и в термостойких рукавицах.
- Для предупреждения возможного взрыва при сварочных работах в замкнутом пространстве выполняют комплекс дополнительных работ по подготовке рабочего места.
- Применение специальных респираторов «Снежок», для защиты органов дыхания от вредных веществ.
- При выполнении сварочных работ на высоте требуется применять спец. защитные средства: монтажный пояс и страховку.
- Запрещено выполнение работ без напарника, который при несчастном случае должен прийти на помощь.
 Работая с ацетиленовой горелкой необходимо строго соблюдать правила безопасности
Работая с ацетиленовой горелкой необходимо строго соблюдать правила безопасности
Применение ацетиленовой горелки при выполнении сварочных работ, на протяжении многих десятилетий подтвердило ее значимость, благодаря этому виду соединения монтажных изделий города получили инфраструктуру, а в дома горожан пришли свет, вода и газ. Несмотря на все сложности и опасности такого варианта пайки, при строгом соблюдении технологических режимов получается надежное соединение, сохраняющее свою прочность долгие годы.
Как выбрать и настроить ацетиленовую горелку
Ацетиленовая горелка — специальное устройство для сварки, в котором происходит перемешивание ацетилена с О2 из воздуха и одновременно образуется газосварочное пламя.
Подобная технологическая схема дает возможность добиться хорошего качества сварных соединений, поэтому ее используют при монтаже трудоемких и ответственных строительных конструкций, к примеру, на ТЭЦ и АЭС.
Поэтому на протяжении нескольких десятилетий, ацетиленовая горелка под пропан считается самым главным инструментом газосварщика.
- 1 Устройство ацетиленовой горелки
- 1.1 Температура пламени горелки
- 2 Принцип действия
- 3 Плюсы и минусы
- 4 Как выбрать ацетиленовую горелку
- 4.1 Топ 6 надежных горелок
- 5 Инструкция по эксплуатации
- 5.1 Как зажечь
Устройство ацетиленовой горелки
Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а — голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
Принцип действия
Газосварочные горелки ацетиленовые выполнены таким образом, что ацетилен и кислород движутся по собственным каналам к соплу, где протекает процесс смешивания.
В результате химической реакции образуется кислородно — газовая смесь, которая выходит с высокой скоростью сквозь откалиброванное сопло наконечника. Топливную смесь зажигают, в результате чего создается сварочный факел, величину которого регулируют кранами.
Сварочный процесс стартует с нагревания кромок элементов, после чего они оплавляются и соединяются. Сварка требует значительного расхода газа, для формирования высокотемпературного режима.
Следующий этап соединения металлических деталей — наплавление присадочного металлического прутка с мягкой структурой, который способен заполнить сварочную ванну, образованную у кромок деталей.
Плюсы и минусы
Наибольшим преимуществом данного типа сварки считается ее автономность. При проведении сварочных операций не нужен источник тока, что особенно предпочтительно при производстве монтажно-строительных работ на стройплощадках, не имеющих стационарного электропитания.
Преимущества газовой горелки на пропане:
- Возможность регулировки дистанции до свариваемой зоны и температурных режимов, что исключает прожоги при сварке тонких изделий.
- Мобильность передвижения по строительному участку.
- Надежность и высокое качество сварных соединений.
- Контролирование сварочного процесса.
- Способность исполнения неповоротного сварного шва, рядом с препятствиями, без выполнения операционного стыка.
- Формирование неразъемных соединений из металла с различной температурой плавления.
- Регулирование мощности и величины сварочного пламени.
- Увеличение производственного качества сварного шва благодаря использованию легирующей сварной проволоки.
- Низкая цена горелки и материалов для обеспечения работы устройства.
Минусы при эксплуатации сварочных устройств на ацетилене:
- Работы можно производить исключительно обученным и аттестованным сварщикам.
- Небольшая продуктивность работ.
- Трансформация химических и структурных качеств металла на значительной зоне нагрева.
- Использование ацетилена формирует высочайшую пожарную опасность в окружающем пространстве.
- Низкокачественная сварка деталей из легированных металлов.
- Неосуществимость проведения сварочных операций внахлест.
Как выбрать ацетиленовую горелку
В торговой сети реализуются множество модификаций сварочных горелок, как отечественного, так и западного производства. Наконечник ацетиленовой горелки бывает от 0 до 7 типоразмера.
Главные параметры выбора зависят от параметров свариваемых деталей:
- толщины свариваемых узлов;
- химического состава свариваемого металла;
- размер соединительного сварочного шва.
Топ 6 надежных горелок
Сегодня самыми популярными устройствами являются:
- горелка ацетиленовая г2 — м «Малютка» — для пайки высокотемпературным припоем, цена: 2650 руб.;
- горелка ацетиленовая г2 — 4м,с 4-мя цельнотянутыми наконечниками: от 0 до 3 размера, с возможной толщиной свариваемого металла от 0.3 до 8.,0 мм, цена: 2559 руб.;
- горелка ацетиленовая гс — 2, с толщиной свариваемого металла от 0.5 до 5.0 мм, цена: 1250 руб.;
- горелка ацетиленовая г2 — 23, с толщиной свариваемого металла от 1.0 до 4.0 мм, цена: 1439 руб.;
- горелка ацетиленовая гс -3, с наконечниками 4,6 с климатическим исполнением +45С до -40С, цена: 1197 руб.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.
Мой способ настройки ацетиленовой горелки для пайки пропаном
- Авторизуйтесь для ответа в теме
#1 dentws
В жизни возникла необходимость в освоении горелки т. к. мне надоело греть газовоздушной горелкой и вторая причина: газовоздушная горелка прогревает большую плоскость и вторая при пайке возникает ситуация что может рядом что то отпаяться . Дома валялась без дела армянская ГЗ-05 честно где то сп приватизированная шоб було вместе с редукторами. Её то родимую и пришлось пустить в дело. Почитав естественно литературу приступил к сборке газосварочного поста. Шланги куплены в сельпо по 50 р. метр. Кислородный баллон выклянчан в ДРСУ (путем обмена не провереного пустого на проверенный полный, а то «че то я очкую Славик») Да, у нас больше 70 очков кислород не заправляют, наверное баллоны проходят самую «строгую» переатестацию. Оговорюсь сразу что газосварку не разу в жизни в руках не держал. Ну не было у на на руднике. Все резалось и варилось ручником в основном. А более конкретные изделия делал мех завод и приходили уже готовыми. Керосинорез был в РМЦ но после взрывов в 1998 году сразу в разных местах кислородных баллонов их конфисковали. Я себе под шумок стырил один в гараж там им баловался пока не кончился кислород.
Отклонился от темы. Так вот все это было скручено проверено на утечки газа мыльным раствором. С мыслью «как щас начну паялить» и опаньки облом. Горелка не как не хотела поджигаться. Не поджигаться она то поджигалась но работать как в книжке не хотела. Бракованная однако. Полез по форумам. Давай сверлить сопла крутить инжектор и т,д. Один фиг срывает пламя то бахает. Притом с каждым бахом паять хочется все меньше и меньше. И тут я решил пойти другим путем. Описываю сам процесс.
1. Открываем на горелке полностью вентиль ацетилена(читаем пропана) и кислорода. Редуктора закрыты. Вентиля на баллонах открыты.
2. Начинаем потихоньку открывать редуктор пропана держа огонь у сопла. Открываем очень акуратно чтоб не обжеться или не подполить че нибудь. Опаньки загорелся огонек из сопла. Крутим редуктор пропана дальше. Медленно. Огонек увеличивается и превращается в олимпийский факел (образно). Крутим дальше и начинаем наблюдать как огонь начинается отрываться от сопла. Очень медленно крутим редуктор в обратную сторону. Возвращаем огонь к соплу. Пропан настроен.
3. Теперь кислородный редуктор начинаем открывать. Очень медленно. Наблюдаем как меняется пламя и делиться на зоны. Крутим до тех пор пока у сопла огонек не станет фиолетовым и минимальной длинны. Если перекрутить будет бах. Но не боимся это же бубильгум (мультик про попугая кешу). Повторяем процедуру.
Все горелка теперь настраивается своими вентилями. Никакого срыва пламени ни каких больше бубельгумов. Делаем пламя хоть окислительное, хоть востановительное, хоть нейтральное, хоть «злое», хоть «доброе». Крутим вентиля только на горелке. Таким способом регулируем любую ацетиленовую или пропановую горелку. С любым № сопла. Инжектор тоже кстати надо регулировать. Но это есть и в литературе и в ютубе. Может мой способ тоже гдето есть в описаниях но я не нашел. Может я и не прав но мне так удобней. Постарался описать чтоб поняли все даже те кто на бронепоезде . Без обид.
Если че не так уж извините.
Прикрепленные изображения
- 6
Быть или не быть, вот в чем вопрос. Достойно ль
Источник



