- 5 главных ошибок при эксплуатации гибочного пресса
- Ошибка №1 — использование некачественного гидравлического масла
- Ошибка №2 — неправильно подобранный гибочный инструмент
- Ошибка №3 — неправильные настройки гиба
- Ошибка №4 — нерегулярное обслуживание станка
- Ошибка №5 — условия эксплуатации не соответствуют нормам
- Как успешно работать на старом гибочном прессе и настроить его
- Подготовка инструмента
- Установка начальных координат
- Установка задних упоров вручную
- Установка механического упора
- Информация IMA:
- Italian Machinery Association
- Что такое гидравлический листогибочный пресс?
- Зачем нужные гидравлические листогибы?
- Режимы гидравлических листогибочных прессов:
- Схема листогибочного гидравлического пресса:
- Как работает гидравлический листогибочный пресс?
- Гибка стали на гидравлическом листогибе во время пусконаладки станка:
- Как выбрать гидравлический листогиб ?
- На нашем сайте вы найдете большой выбор гидравлических листогибочных прессов:
- Гидравлический листогибочный пресс КМТ модель КРВ-P 63-2500
- Гидравлический листогибочный пресс с ЧПУ HPB-8025
- Гидравлический листогибочный пресс HPB-K 80/3200
5 главных ошибок при эксплуатации гибочного пресса
Листогибочный пресс — это высокотехнологичное оборудование, нуждающееся в правильной настройке и качественном обслуживании. На производствах листогибочный пресс незаменим при гибке заготовок из металла, поэтому неполадки в работе могут сильно повлиять на производительность и качество готовых изделий.
Очень важно соблюдать правила эксплуатации и обслуживания гибочного пресса, иначе это может привести к неприятным последствиям как, например, в этом видео:
Компания «МОССклад» уже 13 лет занимается поставкой гидравлических гибочных прессов, а также осуществляет сервисное обслуживание листогибочных станков, что позволило нам накопить большой опыт по наладке и проведению ремонтных работ, связанных с данным видом оборудования. Мы хотели бы поделиться с вами основными ошибками, совершаемыми при эксплуатации гибочного пресса.
Ошибка №1 — использование некачественного гидравлического масла
От работы гидравлической системы напрямую зависит качество гибки, поэтому важно позаботиться о том, чтобы в масляный бак гидравлического пресса заливалось гидравлическое масло, рекомендованное производителем. Обычно такая информация всегда указывается в технической документации (паспорте станка или инструкции по эксплуатации). Применение некачественного гидравлического масла (дешевого аналога), либо смешение гидравлических масел разных марок может привести к нарушениям в работе и перегреву гидравлической системы, что в итоге приведет к поломке гидравлического гибочного пресса. Также важно осуществлять замену гидравлического масла в баке через указанное время. Температура масла должна составлять приблизительно 15-60°С. Высокая температура может привести к ухудшению качества масла, в таком случае необходимо заменить масло, и установить охладитель. На практике причиной 75% поломок гидравлических листогибочных станков является использование некачественного гидравлического масла.
Ошибка №2 — неправильно подобранный гибочный инструмент
Для получения качественных изделий с заданными параметрами необходимо использовать подходящие гибочные инструменты. При выборе матрицы и пуансона следует учитывать тип материала, который будет подвергаться гибке, а также из какой стали выполнена рабочая оснастка для гибочного пресса. Стоит учесть, что профессиональный гибочный инструмент подвергается закалке до твердости 54-60 HRC, а в отдельных случаях – до 62 HRC. При использовании самодельных гибочных инструментов результат может сильно отличаться от желаемого, так как такие инструменты не обладают необходимыми характеристиками, предъявляемыми к оснастке для листогибочного пресса.
Ошибка №3 — неправильные настройки гиба
Точность выполнения операций на гибочном прессе зависит не только от качества гибочных инструментов, но и от запрограммированных действий. Следует понимать, что на ключевые параметры гибки, как глубина проникновения пуансона, открытие матрицы и усилие прямое влияние оказывают характеристики обрабатываемого материала. Настройка заднего упора является также важным моментом при выполнении работы, потому что неправильная настройка, особенно по оси Х, ведет к поломке гибочного инструмента и самого упора.
Ошибка №4 — нерегулярное обслуживание станка
Листогибочный пресс нуждается в регулярной смазке всех узлов и компонентов. Оператор гибочного пресса должен ежедневно осуществлять смазку инструментов, проверять пресс на предмет утечки масла, а также прочищать необходимые места машины. При нерегулярном обслуживании могут возникнуть проблемы с гидравлической системой.
Ошибка №5 — условия эксплуатации не соответствуют нормам
Рабочее помещение в котором устанавливается гибочный пресс должно строго соответствовать условиям, указанным в технической документации. Листогибочный пресс должен быть выставлен по уровню. Крайне важно, чтобы фундамент под станком был ровный, иначе оборудование не будет работать корректно. Электрическая и гидравлическая система должны быть изолированы от холода, так как на их работу влияет температурный режим. В основном температура окружающей среды не должна быть ниже 5 °C (41 °F). Скачки напряжения в электросетях также могут повлиять на работу пресса. Если такие скачки присутствуют, необходимо устанавливать стабилизатор напряжения, иначе вся электроника гибочного пресса выйдет из строя.
Источник
Как успешно работать на старом гибочном прессе и настроить его
Множество маленьких производств-субподрядчиков в разных странах мира все еще использует старые механические гибочные прессы с инструментом из прошлого, хорошо ухаживая за ними. Автор уверен, что многие все еще пользуются ими, или гибочными прессами, которые немного проще современных сложных систем, о которых обычно пишут в статьях.

Давайте обсудим, с чего начать, чтобы использовать такой пресс максимально эффективно. Для начала найдите руководство по эксплуатации. Если его нет, попробуйте найти его в интернете. Затем просмотрите его и изучите сам станок, убедитесь, что его части настроены должным образом. Возможно, направляющие рейки разболтаны или сношены. Проверьте соединение тормозного узла и убедитесь, что оно работает, как положено. Если балке необходимо сделать три оборота до остановки, что-то не так.
Проверьте состояние механики гибочного пресса. При каких-либо нареканиях могут возникнуть проблемы с безопасностью. Если вы довольны, начинайте готовить рабочую область пресса — балку и стол.
Снимите поперечину, возьмите тонкую пилку и обработайте ее, как и поверхность стола. Этим вы удаляете заусенцы и выступы, которые появились за годы использования, а не модифицировать станок.
На поперечине вычистите проход, в который вставляется установочный выступ матрицы. Так же, если на столе вы найдете замыкающие винты, снимите их. Оставьте четыре, по два на каждом конце стола.
Снимите с балки все зажимы. Очистите их поверхность и отшлифуйте нижнюю часть. Перед тем, как установить зажимы на место, найдите магнитный штатив и счетчик. Соберите их и снимите показания между столом и балкой. Теперь, проведите штативом и счетчиком по всей длине стола, наблюдая показания. Вы увидите, как они будут немного меняться, реагируя на шероховатости поверхности. Показания не должны увеличиваться по мере приближения к центру стола и затем уменьшаться. Если показания увеличиваются в центре балки, то у гибочного пресса явно имеются неполадки балки, она изогнута. Даже если вы отрегулируете центр, гибочный пресс никогда не будет работать точно и нуждается в починке, пока стол не будет обработан до плоского состояния.

Если показания счетчика увеличиваются или уменьшаются по мере его перемещения от одного конца стола к другому, балка не сбалансирована и это нужно исправить. Вы должны перемещать счетчик и магнитный шатив по столу из конца в конец и убедиться, что его показания остаются без изменений.
После этой проверки очистите весь станок, оботрите его и смажьте, где это необходимо.

Подготовка инструмента
Проверьте весь инструмент. Очистите его и сошлифуйте все заусенцы и царапины, которые могут повлиять на его работу. Ищите изношенные радиусы относительно оставшейся части инструмента, и отложите его в сторону — его использовать для гибки уже нельзя.
Далее проверьте S-образный инструмент с прямым краем — не погнут ли он (нет ли пружинения). Расположите прямой край на заднюю часть инструмента, если его можно немного «качать», то он погнут и его нельзя использовать. Центр радиуса тонкой части не совпадет у разных частей одного набора, и это опасно. Погнутый инструмент слабый и у него высокая вероятность сломаться и нанести увечья.
Установка начальных координат
Как такое смещение осей влияет на настройку? Значительно. Когда инструмент установлен на гибочный пресс, различия между разными инструментами заставляют центр радиуса смещаться по оси Х пресса, что меняет ее отношение к положению заднего упора.
Радиус кончика пуансона формирует линию сгиба в его центре, установите упоры или откалибруйте их относительно центра. Есть два метода, как это сделать: один для ручных, или фиксированных упоров, а второй для простых механизированных.
Начните с приведения балки в центр нижней «мертвой зоны», в самую нижнюю ее точку. Затем отрегулируйте ее раскрытие под матрицу и пуансон, оставив достаточно места для помещения инструмента в нужное положение. Вручную затяните пуансон на балке, отцентруйте матрицу как можно ближе и затяните ее. Затем усадите матрицу и пуансон на пресс под небольшой нагрузкой.
Используя механизм настройки, поднимите и опустите пуансон в пространство матрицы и наблюдайте, не двигается ли она. Если она двигается, пуансон не отцентрован. Отрегулируйте ее и снова проверьте, принимая во внимание то, что меняя один конец инструмента, вы меняете и другой, и может понадобиться несколько попыток, пока инструмент не будет отрегулирован. Не пропускайте этот этап. Инструмент должен быть отцентрован, особенно для операций чеканки и прикатки.
Установка задних упоров вручную
Измерьте центр всей матрицы — не раскрытие, а всю длину инструмента, и разделите значение пополам. Затем прибавьте это число к расстоянию от края до линии сгиба. Установите комбинированный угольник на это значение. Например, если общая ширина матрицы составляет 2 дюйма, а фланца 3 дюйма, установите комбинированный угольник на 4 дюйма.
Расположите угол у матрицы и, удерживая его на месте, двигайте упор к концу угла; закрепите его. Сделайте это для обоих упоров. Обратите внимание, что из соображений безопасности это лучше выполнять двум техникам.
Теперь два ваших упора установлены по размерам. Тем не менее помните, что эта установка редко бывает идеальна, и придется выполнить несколько тестовых гибок для улучшения результатов, но так уж это делается.
Установка механического упора
Если вы устанавливаете механический упор для строганого или точного инструмента, сначала физически отожмите задний упор, передвиньте его полностью в конец хода и закрепите там. Затем найдите блок упора.
Установите цифровой диск на величину от центра V-образного профиля блока упора до конца упора, и переместите его на это значение. Оба блока туго поместятся между матрицей и пуансоном под очень маленькой нагрузкой. Теперь физически придвиньте упоры к концу блоков упора и закрепите их. Теперь задний упор откалиброван относительно центра сгиба, и даже простой контроллер сможет перемещать его с места на место.
Следует дополнительно заметить, хоть это и не всегда возможно, всегда старайтесь программировать порядок формовки так, что движение направлено в сторону линии центра. Так зазор механизма будет работать на вас, а не наоборот.
Автор: Стив Бенсон, the Fabricator
Информация IMA:
- Использование старых станков на производстве, даже после принятия описанных в статье мер, может представлять собой определенные трудности. Иногда повысить производительность работы все равно не представляется возможным без дополнительных вложений. Italian Machinery Association готова помочь вам решить ваши проблемы разными способами.
- Если вас интересуют другие материалы о гибке, предлагаем вашему вниманию следующие статьи:
- Если пришло время расширять или обновлять ваши производственные мощности, вы всегда можете обратиться к IMA чтобы приобрести новый гибочный станок от надежного итальянского производителя. Предложение гибочных станков от участников ассоциации в нашем каталоге способно удовлетворить потребности производителя любого уровня — от малого субподрядчика или индивидуального производителя до крупномасштабного автоматизированного завода.
- В некоторых случаях производительность установленных на производстве станков может значительно возрасти, если они оснащены новым качественным инструментом одного из популярных стилей. Ознакомьтесь с предложением гибочного инструмента от Italian Machinery Association.
- Вам необходимы услуги по ремонту, установке, перезапуску станков или обучение операторов вашего оборудования? Сервисная службаIMA обладает обширным опытом и знаниями, чтобы решить любую проблему.
- У вас есть другие вопросы или потребности? Незамедлительно свяжитесь с нами по телефону или электронной почте, или посетите любое из наших представительств.
Italian Machinery Association
Официальный представитель всемирно известных торговых марок высококлассного листообрабатывающего оборудования Euromac, Vimercati и OMCG. Много лет успешно работаем на рынках Латвии, Литвы, Эстонии, России, Беларуси, Казахстана, Узбекистана, Украины, а также Грузии, Азербайджана, Армении. Наши представительства в разных странах продают и устанавливают оборудование, обучают персонал и обеспечивают сервисное обслуживание.
Источник
Что такое гидравлический листогибочный пресс?

Гидравлические листогибочные прессы используются для гибки и сгибания металла путем вдавливания его в матрицу. Они предназначены как для углубленной обработки листового металла, так и для непрерывного производства. При холодной штамповке металлических листов или полос в нужные детали используется оснастка для листогибочных прессов. Эти станки с ЧПУ, используются в таких областях, как автомобилестроение, машиностроение, металлургия, судостроение, авиация и в многих других.
Зачем нужные гидравлические листогибы?
Гидравлические листогибочные прессы используются для гибки алюминия, нержавеющей стали и стали с нанесёнными на них покрытиями. Каждый тип обычного или изготовленного на заказ листогибочного пресса обладает определенным набором сильных сторон и характеристик, которые делают их более предпочтительными для различных промышленных применений. В цеху гидравлические прессы преимущественно находят применение с:
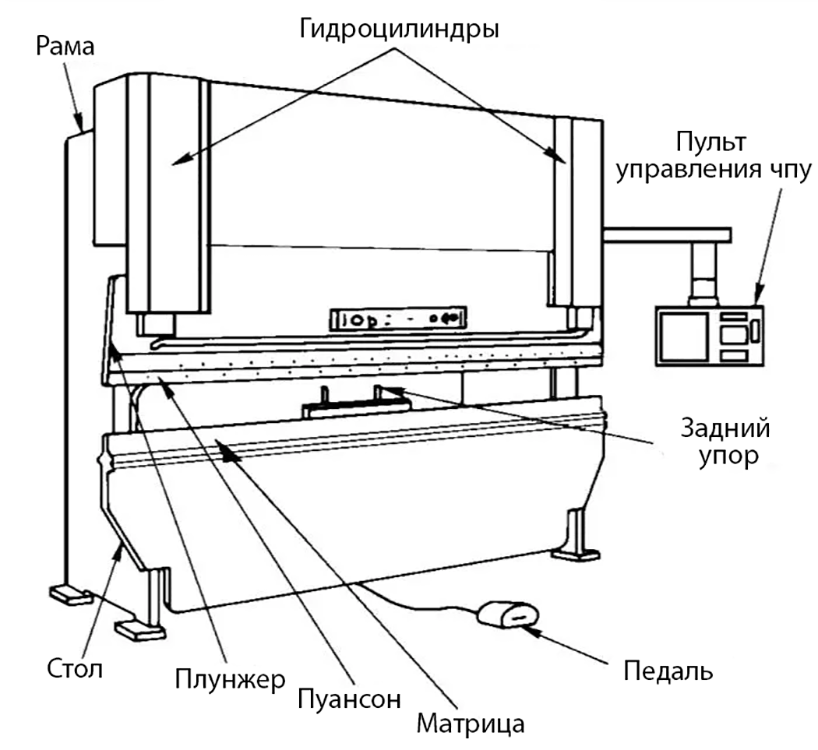
Каждый гидравлический листогибочный пресс состоит из: электродвигателя, индивидуальной насосной станции с безаккумуляторным маслоприводом, автоматического дистрибутора, рабочих цилиндров прямого и возвратного хода пресса, плунжера в блоке с высокоточными направляющими, ползуна, жесткого стола и сварной станины. Конструкция предусматривает минимальные прогибы и оптимальную жесткость. Сверхпрочная трубка крутящего момента, приваренная к рычагам, синхронизирует пару гидроцилиндров, обеспечивая полный параллелизм между ними и рабочими поверхностями стенда. Метод производственной инженерии, гарантирует непревзойденную точность и надежность в течение многих лет безаварийной работы. Датчики линейных перемещений следят за продвижением балки, поддерживая равномерность скорости и синхронизацию движения.
Режимы гидравлических листогибочных прессов:
Скорость перемещения траверсы гидравлических листогибов обычно изменяется для трёх следующих режимов работы пресса:
- Режим ускоренного холостого хода, когда траверса с подвижной частью инструментального бока двигается от крайнего верхнего положения;
- Режим замедленного рабочего хода, при котором происходит гибка с последующей выдержкой заготовки под давлением;
- Режим ускоренного возвратного хода.
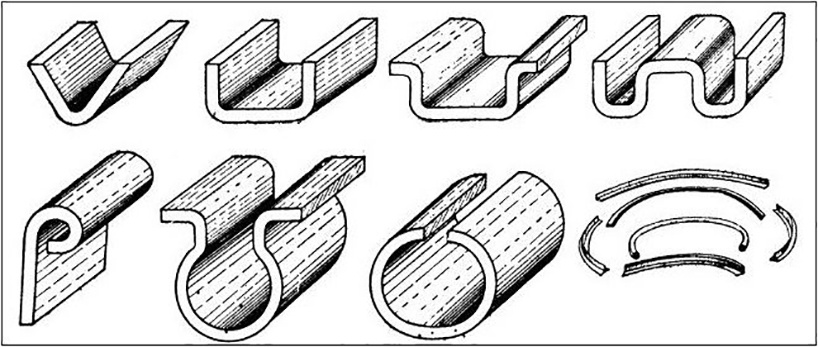
Примеры профилей, изготовление которых возможно на листогибочных прессах.
Схема листогибочного гидравлического пресса:
Как работает гидравлический листогибочный пресс?
Принцип работы листогибочного пресса заключается в том, что его рабочему органу, в качестве которого выступает траверса, сообщают требуемое направление перемещения и уровень усилия, с которым она воздействует на обрабатываемую заготовку. Траверса – это жесткая балка, изготовленная из стали. Именно на ней фиксируют рабочие приспособления, при помощи которых выполняется формирование изделия с заданными геометрическими параметрами. За точность перемещения траверсы, от которой напрямую зависит точность и качество выполняемой обработки, отвечают два линейных датчика, один из которых следит за правой стороной рабочего органа, а второй – за левой. Для того чтобы на листогибочных гидравлических станках можно было формировать отгибаемую кромку с требуемыми геометрическими параметрами, большинство моделей оснащается задним программируемым упором.
Гибка стали на гидравлическом листогибе во время пусконаладки станка:
Про процесс пусконаладки гидравлического листогибочного пресса вы можете прочитать в нашем блоге по ссылке. Ранее в блоге мы публиковали статью, как сделать гидравлический листогиб своими руками.
Как выбрать гидравлический листогиб ?
Не знаете, какой гидравлический листогибочный пресс подойдет под ваши задачи? Проконсультируйтесь, с нашими специалистами по металлообрабатывающему оборудованию:

Альберт Шайхуллин: +7 995 888-07-13

Ильнур Сафин: +7 995 888-07-15
На нашем сайте вы найдете большой выбор гидравлических листогибочных прессов:

Гидравлический листогибочный пресс КМТ модель КРВ-P 63-2500
Усилие 630 кН. Длина гиба 2500 мм. Расстояние между колоннами 1950 мм. Глубина зева 300 мм. Ход пуансона 140 мм. Высота открытия 380 мм. Ход заднего упора 600 мм. Мощность 5,5 кВт.

Гидравлический листогибочный пресс с ЧПУ HPB-8025
Листогибочные прессы серии HPB созданы для тех, кому необходимо выполнять гибку изделий с максимальной производительностью, высокой точностью, низкими эксплуатационными расходами и разумными начальными инвестициями. Станина пресса выполнена в виде сварной конструкции с высокоточной механообработкой. Основные узлы пресса разработаны с использованием современного программного обеспечения, что определяет надежность и точность работы станка во всем диапазоне нагрузок и на протяжение длительного срока эксплуатации.

Гидравлический листогибочный пресс HPB-K 80/3200
Механическая синхронизация цилиндров Кол-во управляемых осей: до 2 Усилие: 80 тонн Длина гиба: 3200 мм
Источник



