- Особенности настройки ленточной пилорамы
- Необходимость настройки ленточной пилорамы
- Этапы настройки ленточной пилорамы
- Предотвращение дефекта «волна»
- Рабочий (оператор)
- Ролики направляющие
- Установка станка
- Древесина
- Осмотр деталей механизма
- Проверка и настройка ленточной пилы
- Установка и настройка направляющих «кубиков»
- Видео по теме: Инструкция по настройке ленточной пилорамы
- Как сделать ленточную пилораму своими руками
- Выбор типа пилорамы и их особенности
- Направляющий ролик
- Выбираем направляющие — все для качества пиломатериала
- Руководство по эксплуатации пилорамы
- Обслуживание и особенности ленточных пил — практические советы
- Заточка зубьев ленточных пил — как делать правильно?
- Качественная разводка зубьев ленточных пил
- Общие сведения о пилораме
- Основные технические данные пилорамы
- Указание мер безопасности при работе на пилораме.
- Подготовка ленточной пилорамы к работе.
- Техническое обслуживание пилорамы.
Особенности настройки ленточной пилорамы
Чтобы получить качественные заготовки из древесины для применения их в строительстве или мебельном производстве, важно сделать правильную настройку ленточной пилорамы.
Необходимость настройки ленточной пилорамы
При несоблюдении правил настройки, в процессе пиления появляется поверхность в виде «волны», что приводит к снижению качественных характеристик материала. Настройку ленточных пилорам необходимо проводить ежедневно и после соприкосновения роликов пилорамы с заготовкой из древесины. Производят тщательную проверку и осмотр узлов станка и при необходимости проводят регулировку.
Этапы настройки ленточной пилорамы
Очерёдность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.
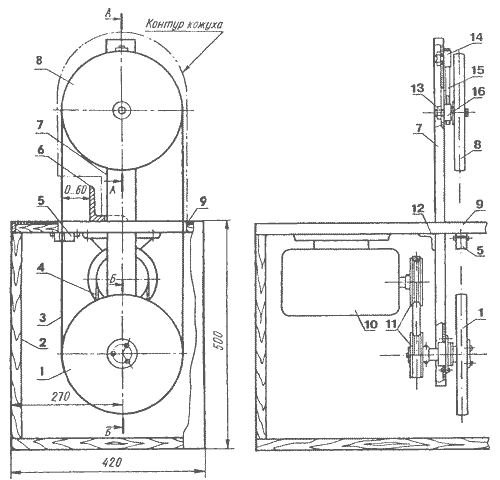
C помощью регулировочных болтов, колёс и отвеса, шкивы выставляются в плоскости по вертикали.
Выставление шкивов по горизонтали. Делается это при натянутой ленте специальной нитью, проходящей вдоль пилорамы. После установки колёс в горизонтальной плоскости происходит фиксация «ведущего» колеса, которое далее в наладке не участвует.
Установление люфта между передним краем «ведомого» шкива и межзубовым зазором полотна ленточной пилы проводят при натянутой ленте с помощью раскачивания «ведомого» шкива по горизонтали.
Зазор выставляется между межзубовым зазором ленты и передней кромкой «ведущего» шкива пилорамы методом раскачивания «ведомого» колеса по вертикали.
Предотвращение дефекта «волна»
Существует такая проблема, как возникновение неровностей на поверхности распиливаемой доски, называемая «волной». На появление дефекта влияет несколько факторов:
- неопытность или невнимательность оператора станка;
- неправильная настройка (или её отсутствие) ленточных пилорам;
- качество ленты;
- вид древесины.
Рабочий (оператор)

От его профессионализма зависит правильность настройки ленточной пилорамы, выбор скорости пиления и ленты в соответствии с разновидностью лесоматериала.
При малой скорости – доска получается «ребристой», если превышает допустимую – возникают не пропиленные участки в виде «волны».
Настройка играет большую роль в бесперебойной и качественной работе станка.
Станок. Рабочие узлы ленточной пилорамы влияют на качество обработки брёвен, износ одного из них или сбой настройки приведут к дефекту «волна».
Ролики направляющие
С их помощью выставляется положение пилы относительно опорного стола станка. Точность расположения роликов выверяется регулировочной линейкой, которая входит в комплект ленточной пилорамы. Рабочая поверхность контролируется на предмет износа, приводящего к возникновению вибрации пильного полотна, глубокие риски не допускаются.
Изношенные шпильки и контргайки также подлежат замене.
После того как были заменены повреждённые узлы, выполняется полная регулировка роликов пилы. Следует проверить узел привода направляющей ролика на отсутствие зазора.
Станинные ролики. При износе эти детали заменяют и настраивают. Вертикальные направляющие выставляются перпендикулярно станине, контролируют правильность прилегания роликов (верхних и нижних) к направляющим.
Установка станка
При установке важно обеспечить неподвижность положения, особенно если он не прикреплён к полу болтами, как указано в паспорте по эксплуатации. Зазоры не допускаются. В случае установления люфта, под ноги станка подкладывают стальную пластину необходимой толщины. Некоторые модели лесопилок предусматривают наличие дополнительных опорных ног, которые предотвращают прогиб станины.
Древесина
Некоторые характеристики лесоматериала оказывают влияние на качество распила, в частности на появление «волны».
Разная плотность древесины. В середине бревно менее плотное, чем в верхних слоях, поэтому стружки при распиливании центральной части образуется больше. При распиле этих зон пила не справляется с выноской опилок, она начинает греться и выгибаться, получается «волна».

Параметры ленточной пилорамы сложно выбрать так, чтобы одновременно хорошо распиливались твёрдые внешние и мягкие внутренние слои. Нужно переделать схему распила или провести дополнительную операцию по выравниванию бруса.
«Волна» образуется при обработке замёрзшей древесины. Если лесоматериал проморожен одинаково, то проблемы такой не возникает, но если приходится пилить частично подмороженные брёвна, то возникнет дефект «волны», как при обработке древесины разной плотности.
При пилении брёвен с наличием большого количества сучков возникает риск появления «волны». Нужно постепенно уменьшать, а затем увеличивать скорость распиливания при их обрабатывании.
При обработке смолистой поверхности бревна, опил налипает на полотно пилорамы, что приводит к его утолщению, оно греется, натяжение ослабевает, получается «волна».
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
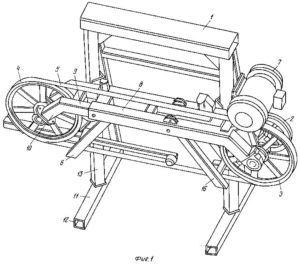
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно;
- «ведомый» – перемещается продольно.
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Проверка и настройка ленточной пилы

Корректное натяжение полотна пилы – основополагающий фактор, оказывающий влияние на качественные характеристики древесину и время службы пилы. Натяжка ленты осуществляется в соответствии с выбранным видом полотна пилы, параметры указываются в технической документации завода-изготовителя. Пильная лента насаживается на шкивы, слегка натягивается, закрепляется болтами, затем натягивается до нужной величины.
Проверяется ход пилы на направляющих и шкивах. Нужно убедиться, что лента пилы верно расположена на направляющих. Затем на несколько секунд включить электрический привод, отключить. Вскрыть кожухи и посмотреть положение полотна на шкивах. Если зазор между выступом колёс и задней кромкой ленты – от 1 до 2 мм, то настройка сделана правильно.
Если превышает данный диапазон, или полотно перемещается по выступу колеса, то делают регулировку хода ленты пилы. При повороте шурупа в правую сторону – полотно придвинется к выступу натяжного колеса, если в левую сторону – удалится от выступа. Закрыть кожухи. Снова проверить работу пилорамы.
Установка и настройка направляющих «кубиков»
Крепёжные винты направляющих ослабляются и прижимаются к верхней грани полотна. Нужно убедиться, что «кубик» не будет вдавливаться в ленту и не испортит её. Затем они опять затягиваются, и если «кубик» имеет верную наладку – его верхняя грань и настроечная линейка будут расположены параллельно.
Установка щётки.Щётка оказывает влияние на эффективность и точность пиления, эксплуатационный срок ленточного полотна, рабочих шкивов, опорных роликов. При установке нужно отслеживать, чтобы щетина не задевала дна зубьев пилы.
Видео по теме: Инструкция по настройке ленточной пилорамы
Источник
Как сделать ленточную пилораму своими руками
Выбор типа пилорамы и их особенности
Сейчас на российском рынке представлены ленточные, дисковые, а также рамные пилорамы. Для того, чтобы сравнить эффективность их работы, воспользуемся таким параметром, как процент выхода готового пиломатериала. Максимальный показатель в этом сравнении – у ленточных пилорам, которые дают 82-88%. Для сравнения: у рамной пилорамы – всего 61%.

Второй очень важный показатель: с какими типами леса лучше всего работает та или иная пилорама. У ленточных пилорам это – тонкомер и средний лес, дисковые пилорамы хорошо пилят крупный лес, но сталкиваются с большими проблемами при распиловке тонкомера, а рамная пилорама не сможет распилить бревно более 480 мм. в диаметре.
Далее – стоимость ремонта и замены пил. Здесь вне конкуренции ленточные пилорамы с небольшой длиной пил.
Нужно учитывать, что подавляющее большинство деревьев, вырубаемых в Сибири для распиловки – это тонкомер и лес среднего диаметра. Того, что не сможет распилить ленточная пилорама – всего 0,01% в общей массе.
Настройка ленточной пилорамы
При покупке ленточнопильного оборудования (ленточной пилорамы) владельцы, особенно начинающие, зачастую не очень хорошо представляют себе что такое настройка ленточной пилорамы и как она выполняется. Это непосредственно сказывается на качестве распиловки, времени настройки станка, появлению неоправданных претензий к производителю ленточных пилорам и т.д.
Ниже описана настройка ленточной пилорамы, которую специалисты нашего предприятия применили как к сотням станков собственного производства, так и к станкам других производителей.
Последовательность настройки ленточной пилы надежна и не очень сложна, хотя и требует определенных навыков. Настройка состоит из следующих четырех основных этапов:
Этап 1. Выставление шкивов ленточной пилорамы в одной плоскости по вертикали
Выставление шкивов ленточной пилорамы в одной плоскости по вертикали осуществляется при помощи отвеса и регулировочных болтов колес, с помощью которых добиваются параллельности плоскости колес линии отвеса (см. рис.1).
Этап 1 Положение колес относительно нити (ей) отвеса.
Этап 2. Выставление шкивов ленточной пилорамы в одной плоскости по горизонтали
Выставление шкивов в одной плоскости по горизонтали осуществляется при установленной и натянутой ленточной пиле, с помощью шнура (нити), натянутого вдоль станка. Регулировкой пильных колес (шкивов) добиваются такого положения колес, при котором их плоскости располагаются параллельно натянутой горизонтально нити (см. рис.2).
После выставления плоскости колес в горизонтальной плоскости ведущее колесо фиксируется, в полученном в результате настройки по п.п. 1,2 положении, и в дальнейшем в настройке не используется.
Этап 2 Положение колес относительно горизонтально натянутой нити.
Этап 3. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива, осуществляется при установленной и натянутой ленте, качанием ведомого колеса в горизонтальной плоскости (см. рис.3).
Этап 3 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива посредством качания ведомого колеса в горизонтальной плоскости.
Этап 4. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива осуществляется при установленной и натянутой ленте качанием ведомого колеса в вертикальной плоскости (см. рис. 4).
Этап 4 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива посредством качания ведомого колеса в вертикальной плоскости.
Направляющий ролик
Состоит ролик из нескольких частей, это, конечно же, сам ролик, подшипники, обычно их два, подшипники бывают различной марки в зависимости от вида пилорамы. Между ними устанавливается шайба для пропуска смазки и скрепляется она вместе с подшипниками внутри ролика стопорами, для которых внутри ролика имеются специальные прорези.
Затем ролик с подшипниками набивается на вал и фиксируется на валу болтом. Заметим, что валы могут быть простыми, прямыми, а могут быть смещёнными в сторону, их называют ещё эксцентриками. Если простой вал регулируется шпильками вверх-вниз, то эксцентрики регулируются просто поворотом вала.
Ролик имеет круглую форму различного диаметра, с тыльной стороны имеется бордюр для предотвращения схода пильной ленты. На поверхности ролика находятся прорези для выброса опилок, необходимо учесть, что во время эксплуатации обязательная чистка этих прорезей, даёт неплохой результат.
Внутри ролик имеет диаметр под определённый подшипник, по краям прорези под стопора, которые фиксируют подшипники внутри ролика.
Выбираем направляющие — все для качества пиломатериала
Почему для ленточной пилорамы нужно приготовить фундамент? Ответ прост: даже минимальный перепад высоты рельсового пути дает ощутимую волну на доске. Продать «волнистый» пиломатериал вы сможете с минимальной для себя прибылью, а то и просто по себестоимости. Так что экономия на фундаментах неоправданна и ведет только к большим убыткам.
Щелевые направляющие – это еще одно решение, которое призвано уменьшить проблемы, связанные с эффектом волны. Даже при частично неправильной заточке ленточной пилы эти направляющие удержат ее от виляния вверх-вниз. Без них такая пила будет «искать свое место» в бревне, что может дать 2-3 волны на метре пиломатериала, который при таких условиях сразу же можно будет выбрасывать.
Руководство по эксплуатации пилорамы
Станок бревнопильный ленточный (пилорама) ЛБ-80, изготовленный компанией РКВ по техническим условиям ТУ-3831-001-49759937-2000. Просим Вас внимательно изучить данное руководство по эксплуатации. Правильно произведите подключение, установки пилорамы и строго соблюдайте правила ее эксплуатации.
Эксплуатация станка бревнопильного (пилорамы) в соответствии с данным руководством, залог того, что он станет Вашим надежным партнером на долгое время.
Ваши предложения по улучшению конструкции и удобства пользования ленточной пилорамы просим присылать по контактам нашего сайта.
В связи с постоянным совершенствованием конструкции пилорамы возможны расхождения между данным руководством и Вашей моделью.
Прежде, чем пользоваться станком, внимательно ознакомьтесь с его правилами и порядком работы.
Обслуживание и особенности ленточных пил — практические советы
Правильная эксплуатация и регулярное обслуживание ленточных пил, значительно продлевают их срок службы, и позволяют получать стабильное качество поверхности распила. После приобретения ленточных пил, до ввода в эксплуатацию, необходимо их развернуть и дать пилам отлежаться в течение 24 часов, т. к. во время транспортировки ленточные пилы находятся в свернутом виде при котором в металле образуются неравномерные напряжения. Хранить ленточные пилы рекомендуется в развернутом состоянии.
Основными операциями по обслуживанию ленточных пил являются: очистка ленточной пилы и визуальный осмотр; заточка ленточной пилы; разводка зубьев ленточного полотна; ремонт (сварка) полотна ленточной пилы. Ориентировочная продолжительность работы ленточной пилы на деревообрабатывающей пилораме, до проведения технического обслуживания не должна превышать 1-1,5 часов (или не более 1-1,5 м3 круглого леса). Необходимость проведения технического обслуживания может быть меньше, и определяться оператором. Некоторые специалисты рекомендуют после каждых 1-1,5 часа работы на ленточной пилораме, давать пиле отдых 12-24 часа, для того, чтобы ленточная пила «сбросила» накопившиеся в процессе работы усталостные напряжения. Если поверхность распила перестает быть гладкой, появляется волнообразный срез (волнит), ленточная пила смещается назад на пильных шкивах и направляющих роликах, давление в механизме натяжения (сила натяжения) пилы уменьшается, значит пила затупилась или уменьшилась величина разводки зубьев.
Рекомендуемая сила натяжения ленточной пилы составляет 160-190 кгс/см3. Если сила натяжения постоянно уменьшается, значит ленточная пила затупилась. Во время перерывов в работе (подача бревна, кантование, пакетирование досок и др. ) необходимо снимать натяжение пилы, так как в это время пила охлаждается и сокращается (особенно в зимнее время), а это может привести к ее разрыву. Слишком маленькое или слишком большое натяжение пилы приведет к появлению микротрещин.
В процессе распиловки в зону пиления необходимо подавать смазочно-охлаждающую жидкость (вода, эмульсия, солярка) для охлаждения ленточной пилы, уменьшения трения о древесину, а также для очистки ленточной пилы от налипшей смолы и опилок. Однако, даже идеальное качество ленточной пилы и регулярное обслуживание не гарантирует успеха. Ленточная пилорама, также, должна содержаться в отличном состоянии. Пильные шкивы пилорамы должны содержаться в чистоте.
Очистка шкивов производится с помощью скребков. Опилки и щепки не должны скапливаться между пильным полотном и шкивами. Направляющие ролики ленточной пилорамы должны быть выставлены по горизонтали и вертикали. Они также, должны содержаться в чистоте. При износе подшипников и самих роликов их необходимо заменять, так как изношенные направляющие с налипшими смолой и опилками вызывают вибрацию ленточной пилы, что приводит к ухудшению качества распила и уменьшению срока службы пилы.
Вибрацию, также, вызывают эксцентриситет пильных шкивов, люфт или износ в подшипниковых узлах ленточной пилорамы, не затянутые болты, неправильно установленные стойки, а также износ поверхности пильных шкивов и приводных ремней ленточной пилорамы. По мере износа поверхности пильных шкивов, необходимо их периодически протачивать. Пильные шкивы при изготовлении должны проходить статическую и динамическую балансировку. Шкивы должны быть выставлены в одной вертикальной плоскости и на одной горизонтали (см. инструкцию пилорамы).
Ленточная пила устанавливается на пилораме таким образом, чтобы базовая линия зубьев (линия межзубной впадины) выступала за край пильного шкива на расстояние 2-5 мм. Подвижный ролик должен быть установлен как можно ближе к распиливаемому бревну. При распиловке хвойных смолистых пород древесины, ленточное полотно пилорамы покрывается слоем смолы и опилок, при этом пила не режет, а «трет» древесину. Повышение трения приводит к перегреву пилы и быстрому затуплению. Поэтому следует постоянно следить за чистотой ленточной пилы, используя различные жидкости и щетки для очистки пил. При транспортировке и хранении ленточных пил, их следует предохранять от повреждений (царапин, сколов и т.п.), так как в процессе работы они будут служить точками зарождения микротрещин. Пол в мастерской по обслуживанию ленточных пил должен быть деревянным или с резиновым покрытием.
Заточка зубьев ленточных пил — как делать правильно?
В процессе распиловки, зубья ленточных пил подвергаются интенсивному износу и стачиваются, поэтому следует регулярно проводить перетачивание. Тупые зубья приводят к излишнему напряжению в ленточном полотне, и как следствие образования волны на распиливаемом материале, также, возрастает усилие, требуемое для распиловки древесины. Тупые зубья значительно снижают производительность, качество получаемого пиломатериала и срок службы ленточной пилы. Кроме того увеличивается трудоемкость заточки.
Внешними признаками затупления ленточной пилы являются: кончики зубьев становятся круглыми и блестящими; натяжение пилы уменьшается; ухудшение качества поверхности распила, появление волнообразного распила; Средняя продолжительность работы ленточной пилы между заточками не должна превышать 1-1,5 часа или 1-1,5 м3 круглого леса. При значительной затупленности ленточной пилы, заточку лучше проводить за два прохода. В этом случае полотно пилы не будет перегреваться. Перегрев зубьев приводит к изменению твердости зубьев и появлению микротрещин. В процессе заточки следует шлифовать всю линию зубьев, включая межзубные углубления, чтобы на поверхность вышел «свежий» материал, т. к. в процессе пиления образуется невидимые микротрещины и их необходимо стачивать. В противном случае, в результате значительных напряжений в углублениях между зубьями при распиловке, микротрещины развиваются в большие трещины и приводят к разрыву ленточной пилы. Кроме того, шлифование всей линии зубьев позволяет сохранить площадь углублений между зубьями и угол зуба, в результате чего пильное полотно эффективно врезается в древесину и полностью удаляются опилки из пропила.
Пила в заточном станке должна быть установлена таким образом, чтобы нижняя часть углубления между зубьями была не выше 2-3 мм от верхней поверхности зажима, иначе в процессе заточки пила будет вибрировать. Все люфты в механизмах должны быть устранены, так как они приведут к неоднородной заточке. Появляющиеся при заточке заусеницы необходимо удалять, поскольку они увеличивают локальные напряжения и приводят к появлению микротрещин в полотне ленточной пилы.
Во многом качество заточки зависит от правильного подбора заточных кругов. Перед использованием шлифовальный круг необходимо проверить на отсутствие сколов и трещин. Для заточки ленточных пил используются круги средней твердости и средней зернистости, толщиной 5-8 мм. Если размер частиц слишком мелкий, связующее вещество слишком твердое или круги слишком толстые — возникает опасность перегрева полотна ленточной пилы. Если размер частиц слишком большой, то они образуют глубокие царапины, которые приводят к появлению трещин на ленточной пиле в процессе распиловки. Если связующее вещество недостаточно твердое, а структура абразива недостаточно плотная, круги быстро изнашиваются, теряют свою форму, что приводит к отличиям в заточке зубьев вдоль полотна.
Для того, чтобы шлифовальный круг производил правильную форму зуба при заточке, он должен иметь профиль, соответствующий профилю зуба ленточной пилы. Оправка круга производится с помощью алмазного камня. Вначале производится оправка кромки — цилиндрической поверхности круга, при этом образуется фаска, параллельная поверхности зажима заточного станка. Далее производится оправка левого угла кромки круга, с маленьким радиусом скругления. И в заключении производится оправка правой части заточного круга под углом, соответствующего углу задней поверхности зуба ленточной пилы. В процессе заточки пил следует постоянно следить за профилем заточного круга, проводить при необходимости повторную оправку, т. к. износ заточного круга приводит к неоднородной заточке по длине пилы и изменению углов зубьев.
При заточке необходимо сохранять передний и задний углы зуба (изменять по мере необходимости). Чем мягче древесина, тем больше должен быть передний угол зуба (атака зуба). В настоящее время на рынке появился достаточно широкий ассортимент ленточных пил, и все они имеют свой индивидуальный профиль (профиль зубьев и впадины) который выбирался на основе определенных расчетов и экспериментов. При заточке очень важно сохранять первоначальный профиль пилы, т. к. его изменение приведет к ухудшению качества распила и значительно сократит срок службы ленточной пилы.
В процессе заточки часто встречаются следующие дефекты и ошибки: Перегрев пилы (ожег) шлифовальным кругом; Появление заусениц; Заточка без охлаждающей жидкости; Царапины и задиры на поверхности зуба, особенно опасны царапины в межзубном углублении; Неправильная регулировка механизмов заточного станка (поверхности зубьев шлифуются не полностью или не равномерно); Люфт в механизмах заточного станка; Неправильный выбор заточного круга; Неправильная оправка заточного круга; Неправильный выбор скоростей подачи пилы и вращения заточного круга; Уменьшение или увеличение рекомендуемого угла наклона (заточки) зуба. Все эти причины значительно снижают срок службы ленточной пилы.
Первым признаком перегрева (ожега) является появление цветов побежалости на поверхности стали полотна, которые указывают на то, что этот участок был перегрет. Наиболее опасен перегрев нижней части межзубного углубления. Критическая ситуация возникает, когда зубья и углубления нагреваются до температуры закалки стали. Соседний холодный металл быстро отводит тепло трения от шлифуемой поверхности. быстрое охлаждение приводит к появлению очень твердой и хрупкой структуры не отпущенного мартенсита. Если этот дефект не устранен, то начнут образовываться микротрещины, и кромка сломается или быстро затупится во время распиловки.
Где купить пилораму и как открыть свое дело пилорама — читайте на нашем сайте.
Качественная разводка зубьев ленточных пил
Разводка зубьев является одним из важнейших факторов, влияющих на распиловочные свойства пилы. При работе на ленточной пилораме, заточке зубьев (а как следствие уменьшения их высоты), разводка также уменьшается и требуется проведение разводки зубьев ленточной пилы. Разводка зубьев — это линейная величина отклонения зуба на заданный угол относительно плоскости полотна пилы. Величина разводки зависит от свойств древесины и диаметра бревна. Чем больше разводка зубьев, тем шире пропил и требуется приложить большее усилие при распиловке, доски остаются плотно прессованные. Слишком маленькая разводка приведет к сильному трению, перегрева ленточного полотна и к появлению волнообразного распила. При разводке, зубья пилы загибаются попеременно налево и направо. Каждый третий зуб оставляют не разведенным, который выполняет роль подчищающего зуба и удаляет опилки из зоны пиления, тем самым расчищая пропил.
Разводка осуществляется примерно на верхнюю треть высоты зуба. Если зубья разводить на полную высоту — это приведет к появлению волнистой базовой линии полотна и появлению трещин. Точка изгиба (где толкатель разводного станка давит на зуб), должна быть примерно на половине высоты зуба. Если линия изгиба расположена слишком низко, будет гнуться сама лента, а не зуб. Это влечет за собой преждевременный разрыв ленточной пилы. Если точка изгиба расположена слишком высоко, гнется верхняя часть зуба, пила будет неустойчивой, а распиловка волнистой, это снижает скорость пиления, а также возможен излом вершины зуба.
Неправильная заточка и разводка пилы — основная причина преждевременного выхода ленточной пилы из строя. Весь процесс заточки и разводки служит продлению жизни пилы. Зубья должны быть разведены только на необходимую и точно одинаковую для всех зубьев величину, которая выбирается в зависимости от породы (твердости) распиливаемой древесины. Рекомендуемая разводка зубьев вы можете найти в выше опубликованной таблице. При увеличении диаметра бревен, а также при пилении очень смолистых пород, следует увеличивать разводку (принимать верхние значения). Нельзя пилить с одной и той же величиной разводки разные по диаметру бревна, т. к. при пилении бревен диаметром 600 мм образуется в два раза больше опилок, чем при пилении бревна диаметром 300 мм, в таких случаях разводку необходимо увеличивать примерно на 20%.
Общие сведения о пилораме
Станок бревнопильный ленточный ЛБ-80 (в дальнейшем по тексту пилорама) предназначен для прямолинейного пиления заготовок диаметром до 80 см и длиной от 0,5 до 6,5 метров. В качестве заготовок используется древесина без предварительной сортировки по диаметру и качеству. Пилорама позволяет производить индивидуальный раскрой бревна и его частей в соответствии с зонами качества древесины, получая из низкосортного сырья большее качество выпускаемых пиломатериалов. Он также позволяет произвести рациональный раскрой древесины ценных и твердых.
Пиление в горизонтальной плоскости ленточной пилорамы при неподвижном положении обрабатываемого бревна позволяет:
- в 2-2,5 раза уменьшить отходы материалов;
- получить безупречное качество обрабатываемой поверхности;
- обеспечить точность обработки +2 мм на длине 6 метров;
- сократить эксплуатационные и энергетические затраты;
- быстро перестроить пилораму на нужный (точный) размер.
Пилорама позволяет распиливать короткие бревна (до полуметра) и получать тонкую доску (до 5 мм. толщиной). Пилорама ЛБ
не требует специального фундамента, устанавливается на твердое, ровное основание в течение 1-1,5 часов. Помещение, в котором эксплуатируется пилорама, должно соответствовать классу П-2 согласно ПУЭ. Станок предназначен для работы в условиях УХЛ 4 по ГОСТ 15150-69.
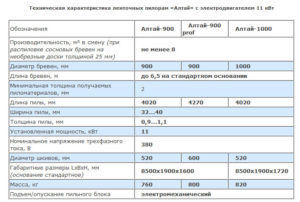
Основные технические данные пилорамы
| Ед. изм. | Значение | |
| Длина распиливаемого материала | м | 0,5-6,5 |
| Максимальный диаметр бревна | см | 80 |
| Минимальная толщина отрезаемого материала | мм | 2 |
| Максимальная толщина отрезаемого материала | мм | 210 |
| Допустимое отклонение материала по толщине на длине 100 мм | мм | не более 0,25 |
| Ширина лезвия пилы | мм | 32-38 |
| Толщина пропила | мм | 2,1 |
| Скорость резания | м/с | 32 |
| Производительность в смену (8 часов) | м3 | до 17 |
| Выход деловой древесины до | % | 88 |
| Габаритные размеры ленточной пилорамы: | ||
| Станка | ||
| длина | мм | 1000 |
| ширина | мм | 2200 |
| высота | мм | 1600 |
| Направляющих путей | ||
| длина | мм | 8000 |
| ширина | мм | 950 |
| высота | мм | 160 |
| Масса станка с направляющими путями | кг | 560 |
| Напряжение | В | 380+10% |
| Частота | Гц | 50+0,4 |
| Мощность электродвигателя привода ленточной пилы | кВт | 7,5 |
| Мощность электродвигателя привода каретки | кВт | 0,75 |
| Число оборотов электродвигателя привода ленточной пилы | мин | 1480 |
| Число оборотов электродвигателя привода каретки | мин | 1030 |
Монтаж электрооборудования и его испытания соответствуют общетехническим требованиям. Электрооборудование выполнено от сети трехфазного переменного тока напряжением 380 В частотой 50 Гц.
Пилорама имеет два асинхронных двигателя с короткозамкнутым ротором. Защита от токов короткого замыкания осуществляется предохранителями, защита от длительных перегрузок – тепловом реле. Включение в работу производится переключателем и нажатием кнопки «Пуск».
Указание мер безопасности при работе на пилораме.
Пилорама должна эксплуатироваться в соответствии с назначением, указанным в руководстве по эксплуатации.
Перед работой необходимо проверить:
- наличие и правильность подключения заземления;
- наличие подсоединения цеховой вентиляции к патрубку на защитном кожухе ограждения шкивов и пильной ленты;
- надежность и правильность установки ленточной пилы.
Наличие в пилораме подвижных частей и электрооборудования требует строгого соблюдения правил техники безопасности при его эксплуатации:
- проверять исправность изоляции токопроводящих кабелей и надежность присоединения их контактов;
- проверять целостность и надежность заземляющих проводов;
- производить регулировку, замену пильной ленты и устранение неисправностей только после отключения станка от питающей сети;
- при работе станка руки не должны находиться в зоне режущего инструмента;
- механизм привода ленточной пилы, при работе станка, должен быть закрыт кожухом;
- при разрыве ленточной пилы или перерыве снабжения станка электрическим током, он должен быть немедленно отключен.
Запрещается эксплуатировать пилораму:
- при нечеткой работе кнопок на пульте управления;
- при появлении запаха характерного для горящей изоляции и дыма;
- при появлении повышенного шума, стука, вибрации;
- работать на станке без индивидуальных средств защиты (наушников);
- при повреждении рабочего инструмента;
- запрещается использовать станок для работ, не оговоренных в руководстве по эксплуатации.
Рабочие, обслуживающие пилораму должны быть ознакомлены с устройством и особенностями станка и проинструктированы по следующим вопросам:
- порядок работы на станке;
- уходу за станком;
- правилам мер безопасности.
Инструкция по эксплуатации ленточных пил.
Ленточная пила сделана из высокоуглеродистой стали, что обеспечивает максимальную стабильность пильной ленты при пилении. Чтобы добиться максимальной отдачи от станка бревнопильного ленточного ЛБ-80 необходимо соблюдать следующие условия:
- необходимо выставить полотно пильной ленты на шкивах: расстояние от впадины зуба до кромки шкива;
- правильно выставить направляющие ролики по горизонтали и вертикали;
- при заточке пильной ленты форма зуба должна повторяться в точности;
- разводка зубьев пильной ленты должна отвечать выполняемой работе, например: при пилении бревна диаметром 20 см по сравнению с бревном диаметром 80 см объем опилок, которые надо удалить из пропила приблизительно в 3,5 раза больше.
В процессе пиления пилы разогреваются и, как следствие этого, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера, вследствие чего в них возникают избыточные напряжения. Помимо этого в пиле остается «память» от формы двух шкивов, поэтому пилить надо на минимально возможном натяжении пильной ленты (150 кГ/см для ленты шириной 50 мм и 150 кГс/см для ленты шириной 35 мм).
СНИМАЙТЕ НАТЯЖЕНИИ ПИЛЫ, КАК ТОЛЬКО ПРЕКРАТИЛИ ПИЛИТЬ.
Как понять правильно ли разведена Ваша пила?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.
Если возникла проблема с пилением, то прочтите 13 пунктов ниже — это Вам поможет.
- При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
- При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
- На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
- Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
- Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
- Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
- На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
- Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
- После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
- Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Не забывайте, что какой бы совершенный станок Вы не использовали для распиловки древесины, это всего лишь устройство «продергивающее» пилу через бревно. Конечный результат зависит на 90% от правильности обслуживания пилы и только на 10% от настройки станка в целом.
*Не забывайте, что пиление неразведенной пилой — это самый быстрый способ её порвать.
Угол заточки пилорамы.
Угол заточки — это угол отклонения торца зуба от вертикали. Рекомендуемый для большинства случаев угол заточки составляет 10 — 12 градусов. Для распиловки твердых пород и мерзлой древесины угол заточки 8-10 градусов. Для работы с мягкими породами 12-15 градусов.
Разводка зубьев — это важный фактор, влияющий на характеристики лезвия. Запомните, что при заточке зубьев и уменьшении их высоты разводка также уменьшается.
Параметры заточки ленточной пилы в зависимости от породы обрабатываемой древесины (приведены в табл.).
Параметры зуба ленточной пилы.
| Хар-ка лезвия | Породы средней мягкости | Твердые породы | |||
| Свежая смолистая | Свежая несмолистая | Мороженая | Свежая | Вяленная | |
| Угол заточки | 12-16 | 12 | 8-10 | 10-12 | 8-10 |
| Высота зуба | 4,8мм* | 4,8мм* | 4,5мм* | 4,5мм* | 4,0мм* |
| Разводка зуба | 0,58-0,61мм | 0,51-0,56мм | 0,41-0,46мм | 0,41-0,46мм | 0,41-0,46мм |
* — минимально допустимый параметр
Указанные в таблице параметры не являются обязательными и на каждую породу древесины Вам необходимо индивидуально подбирать параметры пилы. Хорошая распиловка во многом зависит от подбора этих параметров, а также, в каком регионе Вы пилите, или откуда Вам привозят древесину для распиловки, так как одна и даже порода может отличаться по плотности и по смолистости от того или иного региона.
Для увеличения стойкости ленточной пилы и получения качественного реза рекомендуется обильно смачивать полотно водой при распиливании не смолосодержащих пород и ? емкости воды ? мыльного раствора при распиливании смолосодержащих пород древесины, а при морозе рекомендуется использовать солярку.
Подготовка ленточной пилорамы к работе.
Перед работой на пилораме необходимо провести следующие виды работ:
- проверить надежность крепления деталей и затяжку всех резьбовых соединений;
- провести смазку трущихся поверхностей;
- провести проверку установки пильной ленты и при необходимости произвести ее регулировку: левый ролик сдвинуть для уменьшения стрелы прогиба ленты на расстоянии 50-100 мм от боковой поверхности древесины;
- проверить и убедиться в жестком креплении защитных кожухов ленточной пилы клиноременной передачи зубчатой передачи;
- проверить заземление станка;
- включить электродвигатель и убедиться в нормальном и правильном движении ленточной пилы;
- обратный ход станка осуществляется при предварительно приподнятой ленточной пилой над плоскостью бревна.
Техническое обслуживание пилорамы.
При эксплуатации пилорамы необходимо выполнять следующие виды работ:
- закачивать смазку литол-24 в ролики поддержки пилы один раз в месяц;
- менять и пропитывать индустриальным маслом войлок втулок скольжения направляющих;
- производить натяжение ремней привода ленточной пилы;
- проверять и производить подтяжку крепежа;
- производить заточку пил корундовыми кругами плоского профиля (П), зернистостью 16-25 на бакелитовой связке (Б), твердостью С1-СТ1 при толщине круга 6-8 мм;
- Т-образную ползунку смазывать консистентной смазкой не реже раз в неделю;
- в систему привода вращения шкивов закачивать смазку литол-24 один раз в 6 месяцев;
- винты подъема пильной каретки смазывать солидолом; один раз в неделю;
- во время работы винты подъема пильной каретки очищать от грязи и пыли один раз в смену;
- цепь привода пильной каретки смазывать один раз в неделю;
- войлок скребков пропитывать дизельным топливом раз в смену.
Регулировка угла ходовых колес пилорамы:
Ваша пилорама настроена на пильную ленту шириной 35мм. При переходе на ленту шириной 51 мм возможно, придется сменить регулировочные пластины. Достаточно отпустить четыре болта на кулаке ступицы и поменять пластины.
Если лента сползает вперед, пластины подкладывают во внутреннюю сторону кулаков.
Если лента сползает назад, пластины подкладывают в наружную часть кулаков.
Внимательно смотрите, с какого колеса лента сползает быстрее, с него и начинайте регулировку. Как правило, достаточно отрегулировать одно колесо.
Регулировка роликов поддержки пилы:
На колеса ставится пильная лента и натягиваем ее гидравликой. Ленту шириной 35м – 110 кгс/см, шириной 51 мм – 150 кгс/см. На ленту кладем ролик, придерживая рукой, закручиваем два нижних и два боковых болта до касания оси ролика.
Отодвигаем буртик ролика от тыльной стороны пилы на 2-3 мм и фиксируем. Ось ролика болтом сверху и сбоку. После этого опускаем ролик примерно на 2 мм поворотом эксцентрика оси. Вручную протягиваем ленту, ролики должны крутиться с легким проскальзываем. Параллельность пилы рельсам проверяем уровнем у каждого ролика, устанавливая уровень поперек пилы на прямой зуб или разведенный вниз.
Включите главный двигатель и покрутите станок несколько минут. Потом Проверьте, греются ли ступицы, если греются – значит затянуты, отпустите гайку ступицы. Если при работе станка присутствует визжащий звук – это обозначает, что тыльная сторона пилы трется о буртик ролика поддержки, ослабьте фиксирующий болт на стойке ролика и углубите ось ролика от пилы на 2-3 мм.
Указание мер безопасности при работе на пилораме.
Электрооборудование ленточной пилорамы выполнено в соответствии с требованиями безопасности по ГОСТ 12.2.026.0-93 «Оборудование деревообрабатывающее. Общие требования безопасности к конструкции», ГОСТ 12.2.007.0 95 ССБТ «Изделия электротехнические. Общие требования безопасности», ГОСТ Р МЭК 60204-1-99 «Электрооборудование машин и механизмов. Общие требования».
При монтаже ленточной пилорамы должен быть надежно заземлен и подключен к общей системе заземления. Для этой цели в нижней части направляемого пути имеется винт заземления.
При эксплуатации станка следует регулярно производить очистку электродвигателя и электроаппаратуры от пыли и грязи. Станок должен быть подключен к вытяжной системе вентиляции для удаления стружки.
Источник



