- Передаточные числа на лазерном станке c LaserCut
- Настройка LaserCut
- LaserCut настройка исходной/начальной точки
- Рекомендованные сообщения
- Присоединяйтесь к обсуждению
- Сейчас на странице 0 пользователей
- Похожие публикации
- Инструкция по эксплуатации к лазерному станку с ЧПУ
- Выбери свой станок
- Лазерный гравер WATTSAN micro 0203
- Лазерный гравер ZERDER MINI 2030
- Лазерный гравер ZERDER MINI 2030 TABLET
- Лазерный станок RABBIT HX-3040
- Лазерный гравер WATTSAN 0503
- Лазерный станок Rabbit 5030
- Лазерный гравер ZERDER MINI 5030 M2
- Лазерный гравер ZERDER MINI 5030
- Лазерный гравер WATTSAN 6040
- Лазерный гравер ZERDER MINI 6040 M2
- Лазерный гравер ZERDER MINI 6040
- Лазерный станок WATTSAN 6090 LT— Подъёмный стол
- Лазерный станок с ЧПУ WATTSAN 6090 ST Статичный стол
- Лазерный станок RABBIT HX-6090 SE
- Лазерный станок RABBIT HX-6090 SC
- Лазерный станок RABBIT HX-6090 SGC
- Лазерный станок ZERDER ACE 1060
- Лазерный станок ZERDER FLEX 1060
- Лазерный станок WATTSAN 1290 LT Подъёмный стол
- Лазерный станок с ЧПУ WATTSAN 1290 ST Статичный стол
- Какие вопросы рассматриваются в инструкции
- Вводная часть
- Особенности конструкции
- Установка
- Правила эксплуатации
- Уход и обслуживание
- Меры безопасности
Передаточные числа на лазерном станке c LaserCut
Точность работы станка зависит от многих параметров. В первую очередь это механическое исполнение станка и его износ. Чтобы станок был точным и исполнял задания максимально стабильное его надо обслуживать и настраивать. В процессе работы механические элементы станка изнашиваются и требуются либо их корректировка или замена.
Инструкция корректна для контроллеров Leetro MPC 6515/6525/6535/6565/6585/6595 и программы LaserCut 5.0-5.3
Настройка LaserCut
1. Создайте в программе «Lasercut» прямоугольник, желательно размером на 100 мм меньше максимальных размеров рабочего поля оборудования. Для примера возьмем размеры 100х100 мм.
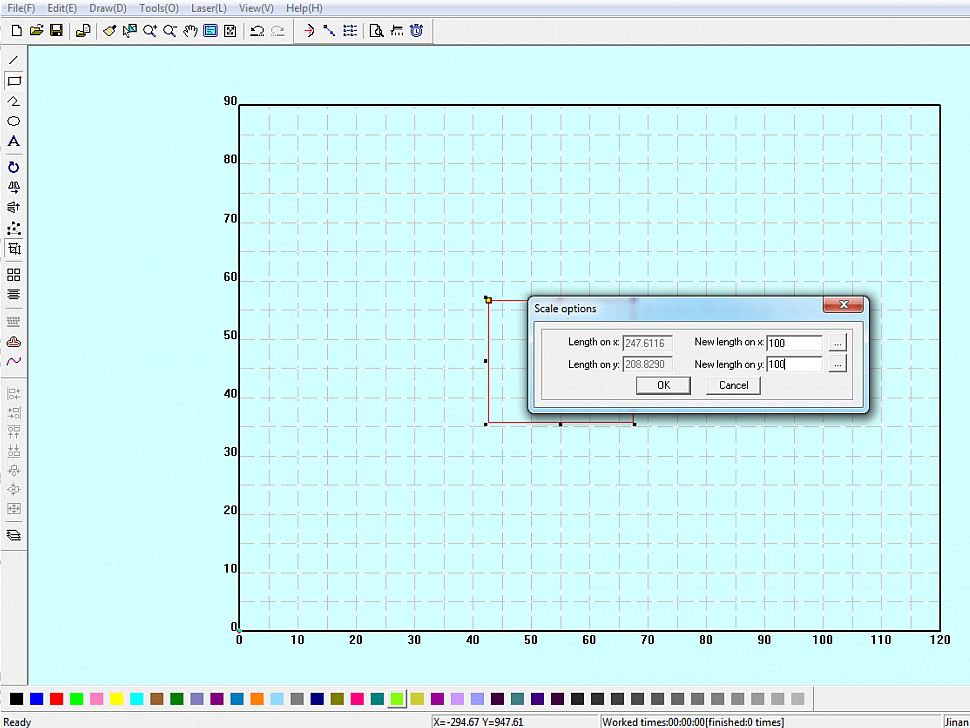
2. Вырежете его на станке созданный файл.
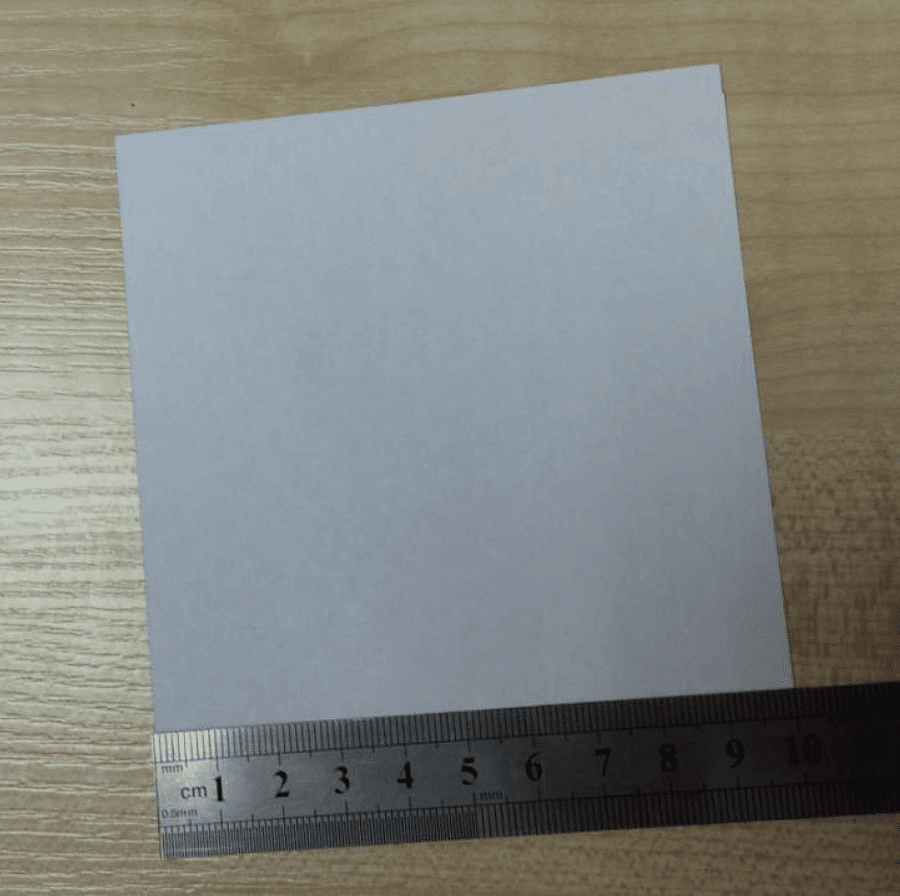
3. Измерьте длину по оси Х прямоугольника после окончания вырезки, например, она получится 100,5 мм.
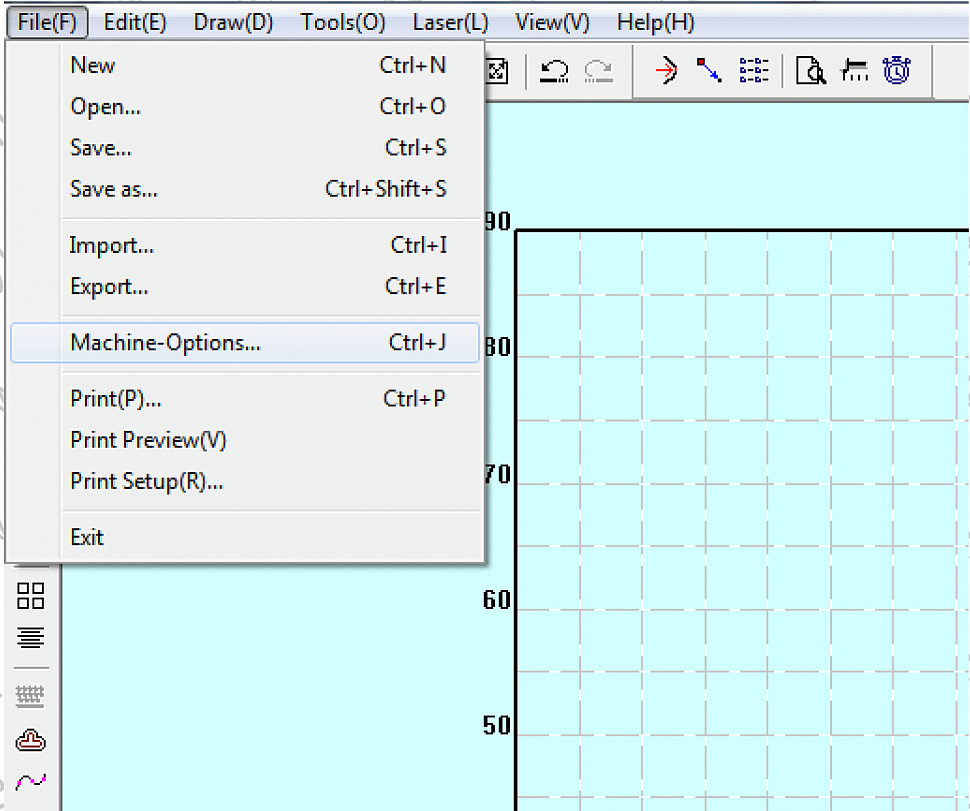
4. Зайдите в программе «Lasercut» в «File» / «Machine Settings» / «Machine Options»
5. В закладке «WorkTable» в строке «Pulse Unit», относящиеся к X axis, нажмите кнопку “…”
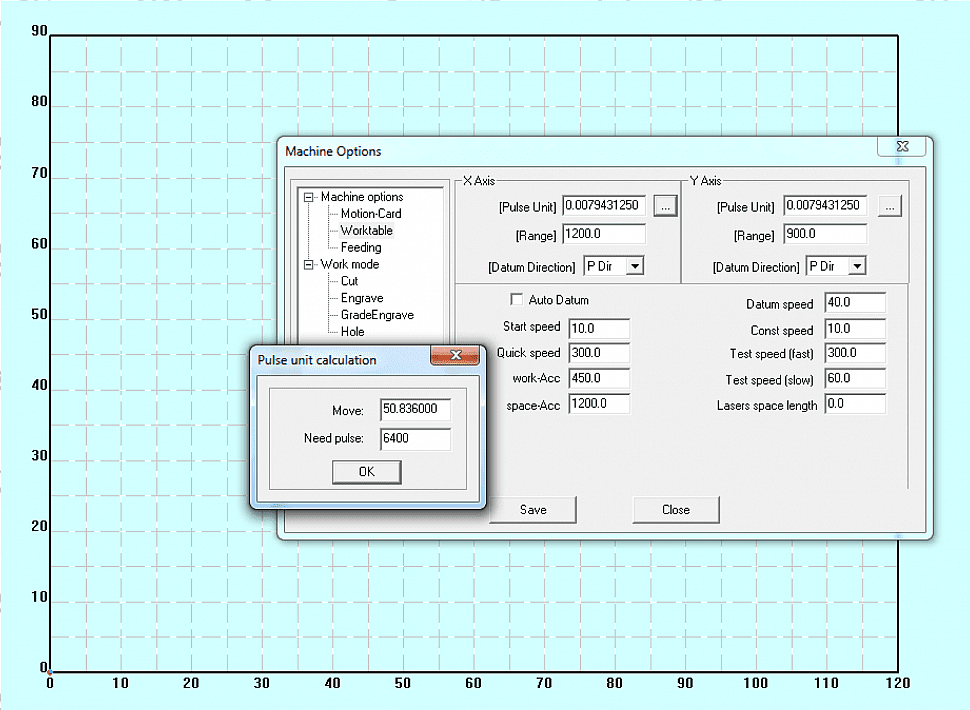
6. В новом окне надо установить значение «Need pulse» точно такое же, какое установлено на вашем блоке управления двигателя (драйвере) по оси Х
Чтобы это сделать, надо подойти к блоку к управления двигателя, проверить как установлены Pin-переключатели на драйвере и по таблице, нарисованной на драйвере, определить настроенное значение «Pulse».
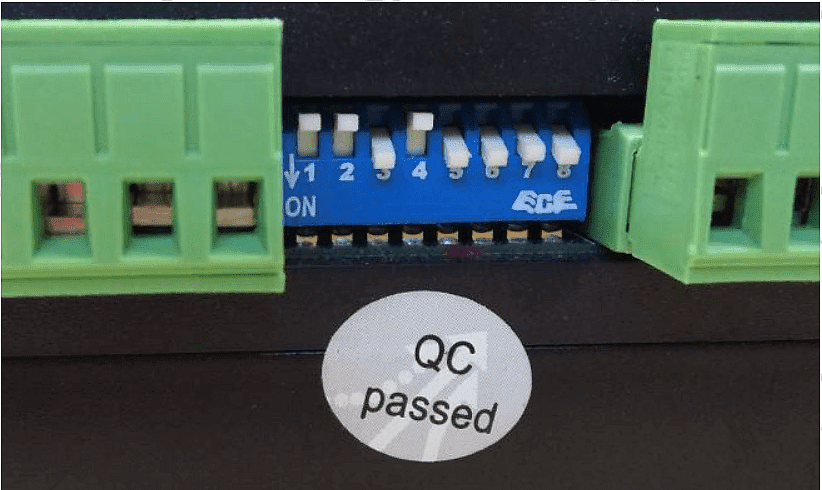
Например:
В нашем случае на драйвере установлено значение «Pulse» = 10 000. Вводим это значение в строку «Need Pulse» в программе «Lasercut».
7. Далее меняем значение «Move» на значение, вычисленное по формуле:
Move * фактическое значение/заданное значение
В нашем случае: 50,836 * 100,5 / 100 = 51,01
6. То же самое надо проделать по оси Y, начиная с пункта 3.
Источник
LaserCut настройка исходной/начальной точки
Рекомендованные сообщения

Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Похожие публикации
И снова здравствуйте. Прошу извинить за большое количество вопросов.
Пока читаю форум и ищу решение проблемы с нестыковкой контуров, вот в чем она заключается, при вырезании круга из фанеры:
То есть сверху круг совмещается полностью, но вот с нижней стороны иногда происходят недорезы. Юстировку делал и переделывал несколько раз.
Можно ли как-то сделать автоматическое продление реза буквально на пару миллиметров?
Вот примерно так я себе представляю. Заранее спасибо!

Помогите ребята.
Я новичок не могу разобраться с программой .. может у кого есть русификатор ? у меня рабочая плоскость на станке 50 на 30 а в проге 180 на 120.
как поменять маштаб что бы станок работал корректно? не могу понять его вообще.
Источник
Инструкция по эксплуатации к лазерному станку с ЧПУ
Выбери свой станок

Лазерный гравер WATTSAN micro 0203

Лазерный гравер ZERDER MINI 2030

Лазерный гравер ZERDER MINI 2030 TABLET

Лазерный станок RABBIT HX-3040

Лазерный гравер WATTSAN 0503

Лазерный станок Rabbit 5030

Лазерный гравер ZERDER MINI 5030 M2

Лазерный гравер ZERDER MINI 5030

Лазерный гравер WATTSAN 6040

Лазерный гравер ZERDER MINI 6040 M2

Лазерный гравер ZERDER MINI 6040

Лазерный станок WATTSAN 6090 LT— Подъёмный стол

Лазерный станок с ЧПУ WATTSAN 6090 ST Статичный стол

Лазерный станок RABBIT HX-6090 SE

Лазерный станок RABBIT HX-6090 SC

Лазерный станок RABBIT HX-6090 SGC

Лазерный станок ZERDER ACE 1060

Лазерный станок ZERDER FLEX 1060

Лазерный станок WATTSAN 1290 LT Подъёмный стол

Лазерный станок с ЧПУ WATTSAN 1290 ST Статичный стол
Для того, чтобы лазерный станок функционировал долго и правильно, обеспечивал максимальную скорость и необходимое качество обработки, требуется неукоснительно выполнять требования инструкции по эксплуатации, которая прилагается производителем к каждой модели станка.

Какие вопросы рассматриваются в инструкции
В зависимости от его назначения, марки, бренда рассматриваемый документ будет иметь разное оформление, объём и разделы. Однако существует ряд вопросов общего порядка, которые обязательно отражаются в инструкции по эксплуатации на любой лазерный станок. Они рассматриваются в следующих разделах:
- введение
- описание внешнего вида и конструктивных особенностей
- порядок распаковки и установки
- правила эксплуатации
- выполнение настроек
- проведение ТО
- характерные неисправности станка и рекомендации по их устранению
- гарантии производителя
Кратко рассмотрим некоторые из них.
Вводная часть
В этом разделе описываются достоинства модели, перечисляются материалы, с которыми можно работать на станке, основные виды решаемых задач. Как правило, для работы с металлами станки комплектуются твёрдотельными лазерами, а для обработки неметаллических материалов, газовыми (СО2).
Рассматриваются преимущества данного способа обработки перед иными (например, фрезерованием).
Лазерные станки превосходят механические по целому ряду показателей:
- отсутствует необходимость в фиксации заготовки с использованием специальных устройств, что существенно ускоряет и упрощает работу;
- отсутствуют ограничения по степени твёрдости обрабатываемого материала, что значительно расширяет диапазон (от бумаги до гранита);
- значительная точность раскроя (гравировки);
- использование ЧПУ позволяет повысить эффективность в 2 и более раз;
- удобное управление, продуманный операционный интерфейс;
- закрытые конструкции корпуса.
Особенности конструкции
В этом разделе рассматриваются особенности исполнения базовых узлов и элементов конструкции:
- механическая система – этим определением охватываются крышка станка, направляющие рельсового типа, держатели, рама, иное;
- оптическая система – блок питания, лазерная трубка, фокусирующая головка, блок зеркал;
- тип привода – к этому блоку относятся двигатели различных типов, приводные механизмы;
- система управления – DSP плата, блоки питания, приводы;
- дополнительное оборудование – вытяжная вентиляция, компрессор, чиллер, иное.
Как правило, в этом же разделе приводится базовая информация о типе встроенной памяти, LCD дисплее, ПО, доступные режимы работы.
Приводятся базовые характеристики лазерного оборудования (тип лазера, мощность, ресурс работы).
Указываются габариты рабочего поля (показатель, влияющий на выбор доступных для решения задач).
Затрагиваются возможности комплектации дополнительными опциями (пример, USB порт).

После ознакомления с данным разделом становится понятно, для решения каких задач может быть использован станок, его максимальная и рабочая производительность, срок службы. Всё это существенно влияет на выбор конкретной модели.
Установка
Этот раздел начинается с базовых требований, которым должно соответствовать место для установки станка. Несоблюдение последних снижает качество и производительность работ, может стать причиной возникновения неисправности оборудования.
Внимание пользователя обращается на:
- Допустимые рабочие температуры в помещении — оптимальным, практически для всех лазерных станков, считается диапазон (15-35) °С.
Его превышение способствует перегреву, что снижает сроки службы станка. Понижение вызывает ускоренный износ направляющих, механизмы перемещения может клинить.
- Влажность – предельное допустимое значение, 80%.
Показатель влияет на формирование конденсата, который вредит электронной части устройства, угрожает безопасности лица, работающего на станке.
- Постоянная мощность – скачки напряжения нарушают штатный режим работы оборудования.
Высокое может привести к выходу из строя, возникновению возгорания. Нейтрализуется установкой стабилизатора, рассчитанного на напряжение от 2 кВ.
- Наличие качественного заземления – в противном случае, существенно сокращается срок службы установленной лазерной трубки.
Разряды, имеющие высокое напряжение, опасны для человека и способны вывести из строя электросхему.
Важно! Запрещено заземлять станок на нулевой провод сети.
- Качественная вентиляция рабочего помещения защитит органы дыхания оператора и повысит производительность станка.
- Рядом со станком должен располагаться рабочий стол для чертежей, инструмента, расходных материалов.
Важно! К эксплуатации лазерного станка с ЧПУ могут допускаться только лица, имеющие необходимый опыт работы, прошедшие соответствующий инструктаж.
- Подключение погружного насоса, подающего воду в систему охлаждения лазерной трубки (наличие необходимой ёмкости для воды, установка соответствующих фильтров).
Температура воды (5-25) °С.
- Подсоединение воздушного насоса;
- контроль состояния лазерной трубки, её установка и подключение;
- подключение USB;
- загрузка ПО.
Далее детально прописываются этапы подготовки станка к настройке, собственно настройка перемещений лазерного луча.
Важно! На данном этапе требуется:
- использовать средства защиты глаз, исключить попадание частей тела под луч лазера;
- выбрать необходимую мощность, исключающую возгорание материала заготовки;
- исключить вероятность контакта с силовым проводом;
- работы следует выполнять вдвоём;
- настроить фокус.
Следующий этап, настройка оптики
Правила эксплуатации
Этим разделом пошагово регламентируются действия оператора при включении станка и в процессе его работы на различных режимах. Специфика операций зависит от выбранной модели станка и бренда.

В общем виде, алгоритм включения включает следующие операции:
- до включения требуется проверить все кабельные соединения, наличие воды (её уровень);
- включается компрессор;
- подаётся электропитание на лазер;
- включается ПК (ЧПУ, в зависимости от модели);
- выставляются параметры предстоящей операции;
- начинается обработка.
При остановке станка необходимо отключить электропитание, вентиляцию, общее питание, систему принудительной подачи воздуха.
Следует обращать внимание на правильную регулировку базовых параметров (мощность лазера, скорость перемещения) с учётом решаемых задач.
При работе желательно соблюдать единую высоту обрабатываемой поверхности материала (чтобы не сбить фокус).
Уход и обслуживание
Предусматривает выполнение операций по удалению пыли и копоти (периодичность определяется типом обрабатываемых материалов, интенсивностью использования станка).
При комплектации станка газовой лазерной трубкой (СО2) следует учесть, что со временем её характеристики падают. При этом выделяют несколько фаз её эффективности:
- 1 – выдаваемая мощность на 10-15 процентов превышает заявленную в паспорте (примерно 14-21 день);
- 2 – выдаётся мощность, заявленная производителем (до двух месяцев);
- 3 – наблюдается падение мощности.
На этом этапе возникает потребность в её увеличении и сокращении скорости обработки (около месяца).
- 4 – именуется фазой истощения. При её достижении трубку необходимо менять.
Детально расписаны операции по обслуживанию остальных узлов и механизмов станка, включая обслуживание зеркал и оптики.
Меры безопасности
Кроме вопросов, упоминавшихся ранее, следует обращать внимание на:
- разницу в температурах охлаждающей воды и наружного воздуха (допустимая ≤5°С).
Если данное требование не соблюдено, высока вероятность оседания конденсата на поверхности зеркал, что выводит их из строя.
- Существует вероятность возгорания обрабатываемой заготовки или предметов, находящихся рядом со станком.
Поэтому рабочее место комплектуется огнетушителем.
- До запуска вытяжной вентиляции станок включать не рекомендуется.
Более развёрнутую информацию о моделях лазерных станков WATTSAN, пользующихся в России значительными спросом, можно посмотреть здесь: https://lasercut.ru/katalog/lazernyie-stanki/ , на нужных страницах данного сайта или на официальном ресурсе производителя.
Наши специалисты, при необходимости, бесплатно окажут любую развёрнутую консультацию.
Источник



