- Настройка фуганка
- Первоначальная настройка столов фуганка
- Глубина строгания
- Соединение заготовок
- Направление волокон
- Глубина среза
- Фугование кромок
- Методика и технология настройки фуговального станка
- настройка фуговального станка
- Основными неисправностями фуганка могут быть:
- настройка столов фуговального станка
- Для начала проверяется износ стола по его длине.
- Подгонка пластин примыкания к ножевому валу
- Существует несколько способов настройки параллельности подающего и приемного стола.
- Простой способ настройки используется для бытовых станков.
- Правильный способ настройки профессионального фуговального оборудования:
- Установка ножей
- Как правильно отрегулировать ножи на деревообрабатывающем станке
- Фуганок.
- Электропривод фуговального станка
- Некоторые правила и особенности заточки
- Особенности работы с ручным станком
- Особенности работы с автоматическим станком
- СОЕДИНЕНИЕ ЗАГОТОВОК.
- Устройство точильных станков
Настройка фуганка
Задача фуганка сделать заготовку ровной и плоской. Для этого нужно знать как устроен фуганок, как правильно настроить и знать приемы использования, также знать правила содержания инструмента в рабочем состоянии. Фуганок, устройство предназначенное для выравнивания поверхности заготовки с острыми лезвиями. Устройство имеет два отдельных стола: приемный стол и подающий стол. Наверно понятно, что подающим называют стол, где заготовочный материал двигается к режущей части инструмента- режущая головка, а приемным называют стол, куда размещается материал после прохождения режущей головки.

Первоначальная настройка столов фуганка

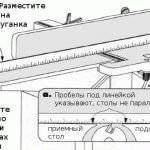
На рисунке видно как линейкой проверяется параллельность двух столов. Для этого снимается защита режущей головки и линейкой проверяем в нескольких точках.
Распространенная проблема заготовок: неровности, выпуклости, вогнутости. Если наружные края подающего или принимающего стола опущены, то результатом заготовки будет вогнутость.

Это означат что наружные края подающего или приемного столов опущены ниже уровня. Выпуклая форма заготовочного материала является результатом, что внутренние края столов имеют наклон к режущей части.

Далее следует проверить ножи. Высота должна быть равной высоте приемного стола. Результатом неправильной регулировкой ножа будет порывистость или сколы на заготовке. На рисунках показано, как линейкой проверяется расположение ножей на одном уровне. Для этого используйте гаечный ключ, ослабьте планку ножа, исправьте и затяните гайки. Проверьте высоту ножей. На рисунке показан конечный результат регулировки. Вращая режущую головку должны убедиться, что каждый из ножей должен делать легкий контакт в верхней точке.

Глубина строгания
После настройки высоты ножей, необходимо перейти к настройкам глубины строгания, что означает на какую глубину будет фуганок остругивать древесину. Глубина строгания устанавливается перемещением подающего стола вверх или вниз.
Следующим шагом является проверка упора на фуганок.
Упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это простая процедура. Регулировка упора делается угольником и столы при этом должны быть чистыми.

Соединение заготовок
Направление волокон
Для соединения двух заготовок требуется параллельность и прямоугольность заготовок. Для получения хорошего результата есть несколько советов.
Определение направления волокон на древесине, т.е. подавать заготовку к ножам нужно узкой частью клина. Смотрите фото на рисунке с иллюстрациями направления волокон.

Глубина среза
Глубина среза устанавливается не более 1.7.мм. Это способствует гладкой обработке материала и сохранению долговечности ножей. Исключение может быть только при обстругивании неровных поверхностей.
Фугование кромок

Заготовку надо держать лицом к упору. Начинать надо с давления на передний край древесины при перемещении к режущущей части.
Затем давление перемещается к середине и на края. Т.е. заготовка должна иметь постоянный контакт с упором и приемным столом. Последний проход должен быть медленным, чтобы получить гладкую поверхность. При сращивании заготовок необходимо выполнить подгонку кромок и убедиться, чтобы не было зазоров, а также учесть направление волокон, чтобы скрыть место соединения. Процесс подбора направлении волокон не из легких.
Источник
Методика и технология настройки фуговального станка
настройка фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.

Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
- Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.

Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» — нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
Источник
Как правильно отрегулировать ножи на деревообрабатывающем станке
Фуганок.
На первый взгляд, устройство фуганка кажется довольно простым — длинная, плоская поверхность, с острыми лезвиями. Подающий и приемный столы, если взглянуть ближе показывают, что на самом деле это два отдельных стола:
- подающий стол, место где размещается заготовка и перемещается к режущей головке;
- приемный стол, где размещается заготовка после прохода над режущей головкой. (См. фото внизу, оно поможет вам определить основные части фуганка.)

Настройка столов между собой является критической точкой и является первым этапом, чтобы настроить
фуганок. На рисунке слева показано, как использовать линейку, чтобы проверить, что два стола параллельны, снимите защиту режущей головки. Теперь для проверки, положите вдоль столов линейку. Проверяйте параллельность в нескольких точках по ширине стола, чтобы убедиться, что они в одном уровне, (фото справа).
распространенные проблемы, с которыми вы столкнетесь, неровности в виде выпуклости или вогнутости на заготовках. Вогнутая форма заготовки является результатом того, что наружные края подающего или приемного столов опущены ниже уровня. (Это будет отображаться как зазоры на краях линейки в начале и конце столов фуганка.) Выпуклая форма заготовки означает, что внутренние края столов имеют наклон к режущей головке.
Электропривод фуговального станка
Ну и конечно не забудьте про привод. Все механизмы должны вращаться. Это значит, что привод будет являться «сердцем» станка. Приведем некоторые рекомендации по этому элементу конструкции: — в первую очередь приготовьте электродвигатель.
Электродвигатель для фуговального станка
Лучше всего для этих целей использовать трехфазный агрегат. Конечно, в этом случае вам возможно придется переделывать электрическую сеть в своей мастерской, то это того стоит. Трехфазные электродвигатели, работающие при напряжении в 380 В, способны развивать большую мощность. К тому же и крутящийся момент у таких устройств подходящий для наших целей. Минимальное значение по мощности должно быть 3 кВт, ну а максимальное по вашему усмотрению;
- для передачи вращательного момента от электродвигателя к рабочему валу должно осуществляться при помощи ремней. Лучше всего для этих целей подойдет двухручьевая клинообразная форма. Такие ремни более надежные;
- сам электродвигатель можно монтировать консольно, непосредственно внутри рамы станка. Такой способ поможет решить проблему, связанную с натяжением ремня. Если вы хотите укрепить двигатель более крепко, то нужно добавить в конструкцию салазки, с помощью которых будет проводиться регулировка;
- чтобы увеличить частоту вращения вала, стоит использовать два шкива. Один, большего диаметра, устанавливают на электродвигатель. Шкив с меньшим сечением монтируют на вал.
Очень внимательно отнеситесь к обеспечению питанию станка. Трехфазный ток подается по четырехжильному кабелю. При этом должно быть организовано надежное заземление. Эти требования помогут избежать несчастных случаев при работе на станке.
Следующее, что нужно проверить, ножи. Высота ножей должна быть равной высоте приемного стола. Если заготовка после строгания имеет порывистость или большие сколы, есть вероятность того, что ножи не отрегулированы. На рисунках слева показано, как используя линейку проверить, что все ножи расположены на одной высоте. Используя гаечный ключ, ослабьте прижимную планку ножа, сделайте необходимые исправления и затяните гайки прижимной планки. Проверьте высоту каждого из ножей. Рисунок слева показывает правильный конечный результат. Когда вращаем режущую головку, каждый из ножей должен сделать с линейкой очень легкий контакт в самой верхней части дуги, по всей ширине стола.
Глубина строгания. Настроив высоту ножей, переходим к настройке ножей на глубину строгания, это означает на какую глубину будет фуганок остругивать древесину при каждом проходе. На самом деле, глубина строгания устанавливается перемещением подающего стола вверх или вниз. Существует две наиболее распространенных ошибки. Первая ошибка — большая глубина строгания, меньшая глубина строгания помогает свести рывки и сколы на изделии к минимуму. Другая распространенная проблема, которая требует регулировки приемного стола, когда фуганок делает глубже срез на краю заготовки. Обычно это исправляется регулировкой, нужно искать, в каком месте нет параллельности между столами и режущей головкой.
Упор. Следующий шаг в настройках, это проверить упор на фуганок. Для большинства изделий упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это довольно простая регулировка. Все, что вам нужно сделать, это используя угольник выполнить регулировку упора по отношению к столам. Убедитесь, что во время настройки столы чистые .
Некоторые правила и особенности заточки
Установив угол наклона в нужную позицию, можно приступать к самому процессу заточки. Вы можете зафиксировать снимаемое количество металла, для этих целей предназначены два бегунка со шкалой и делением 0,1 мм. Специалист, выполняющий заточку, сможет регулировать этот параметр достаточно точно. Не стоит забывать после каждой подачи выполнять надежную фиксацию специальными зажимами, препятствующими появлению колебаний во время заточки.
Сам процесс заточки осуществляется благодаря изменению положения держателя в отношении заточного камня. Важно следить за тем, чтобы нож не попадал за крайнюю точку камня. Желательно останавливать держатель за 10 мм от края. В качестве тормозного элемента предусмотрены отдельные упоры, перемещением которых выставляется нужный ход. Тут решающим фактором станет опыт человека, который выполняет заточку строгальных ножей. Во время самого процесса образуется вода, которая накапливается и собирается на лезвие. Затем она стекает на сам корпус и на пол. Воды тратится очень много, поэтому не забывайте ее постоянно подливать в специальный отдел. А сам разлив можно уменьшить, подложив под ножку какую-либо подкладку, высотой 6 мм.
Еще одной неприятностью во время заточки станет постоянное засаливание точильного камня, что сказывается на продолжительности данной работы. Лучше всего периодически чистить его предусмотренным для этого бруском SP-650. При работе с мягким металлом, заточка пройдет гораздо быстрее и камень придется чистить реже, потому что такой материал снимается достаточно массивными участками.
После получасовой работы получается ровная фаска со стабильным заусенцем. Останется выполнить доводку, используя кожаный круг и пасту для полировки. В первую очередь потребуется довести до завершения плоскость ножа, а уже потом саму фаску.
Особенности работы с ручным станком
Станки ручного типа применяются лишь в тех случаях, когда нужно заточить не слишком большое количество ножей. В противном случае пришлось бы потратить очень много времени. Но если вам нужно наточить несколько ножей, то этот способ станет достаточно приемлемым, но необходимо придерживаться следующих правил:
- нужно проверить поверхность камня, потому что использование подобных станков возможно только на чистых точильных инструментах;
- старайтесь сделать так, чтобы каретка с закрепленным ножом подводилась достаточно гладко, без каких-либо резких толчков;
- скорость движения каретки не должна превышать 6м/мин, большая скорость может повредить лезвие;
- во время одного прохода каретка должна продвигаться на расстояние, которое больше длины ножа на 15 см.
Особенности работы с автоматическим станком
- мокрый способ более подходит для заточки строгальных ножей, потому что осуществляется постоянное охлаждение лезвия;
- на этапе подготовки уже нужно выставить все параметры, включая угол наклона и расстояние передвижения каретки;
- важнейшим фактором является установка ножей на каретке;
- процесс должен осуществляться достаточно плавно, без резких подергиваний
СОЕДИНЕНИЕ ЗАГОТОВОК.
Первый шаг в фуговании пиломатериалов, соединение двух заготовок между собой, операция наиболее нам знакомая. Совмещение краев и плоскостей требует их абсолютной параллельности и прямоугольности. Дальше рассмотрим несколько советов, которые помогут получить хороший результат.
Направление волокон. Первое, что рассмотрим, как определить направление волокон на заготовках. Чтобы избежать неровностей и сколов, нужно определить на изделие клиновидное направление волокон и подавать заготовку к ножам узкой частью клина, а не широкой. Если ориентации заготовки выбрана неверно, в начале строгания вы почувствуете сильные удары ножей по заготовке. Фото слева иллюстрирует направление волокон. Глубина среза. Как я уже отмечалось ранее, глубина строгания на моем фуганке установлена не более 1.7мм. Такая настройка, способствует гладкому фугованию, и это также помогает увеличить жизнь острым ножам между заточками. Исключение составляет работа с очень неровными пиломатериалами. В этом случае, я не против того, чтобы более агрессивно остругать заготовку, пока не получу более менее плоскую сторону. Таким образом, даже если и будет скол, он будет устранен позже. Фугование кромок. Хитрость тут в том, что нужно держать заготовку лицом к упору и сохранить края квадратными. На фотографиях ниже, показаны основы метода.
Начните с давления на передний край заготовки при перемещении ее к режущей головке. Перемещая заготовку смещайте и давление на нее, вначале к средине, а потоми на край. Ваши усилия должны быть направлены на постоянный контакт заготовки с приемным столом и упором. При последнем проходе, нужно снизить скорость подачи изделия, этим шагом получим ровный край, без ряби. Медленный проход даст гладкий край и сделает прочное соединение. При подготовке деталей к сращиванию, внимательно обследуйте каждую заготовку, тщательно выполните подгонку кромок, что бы не было зазоров и подберите по направлению волокон каждую заготовку в соединении, чтобы как можно незаметнее было видно место соединения. Подбор в заготовках направления волокон, часто более сложное, чем подгонка краев для соединения. На рисунках ниже показано, приемы работ при стругании доски, как остругать изогнутую и крученую доску.
Устройство точильных станков
Развитие промышленного оборудования не стоит на месте. Постоянно происходит стремительный рост требований к скорости и, самое главное, к качеству обработки материалов. В связи с этим возникает необходимость в создании режущего инструмента с высокими параметрами.
Одной из основных проблем, появляющихся в процессе работы, является заточка ножей. Именно это определяет основные возможности станков и их пригодность к эксплуатации.
Самодельный точильный станок.
В зависимости от решаемых задач, подобные аппараты подразделяются на два типа: универсальные и специальные. Первые – это точильные устройства для поверхностей большинства режущих элементов. Они оснащаются разнообразными приспособлениями, позволяющими закреплять, устанавливать и точить ножи.
Вторая категория предназначена для работы с червячными фрезами, сверлами, дисковыми пилами и другими специализированными инструментами.
Все агрегаты оснащаются различным оборудованием, которое определяет степень автоматизации и контроль точности выполняемой работы. Конструкции станков также бывают разные. Это могут быть стационарные приспособления или же временные, которые можно размещать на любых горизонтальных поверхностях.
Несмотря на широкий ассортимент предлагаемых видов оборудования, с целью экономии средств станок для заточки ножей может быть изготовлен своими руками.
Самодельные агрегаты могут в некоторых случаях даже быть более удобными, чем покупные варианты. Это связано с тем, что мастер самостоятельно решает, какие именно характеристики должны быть у данного устройства.
Хотя, конечно, множество моделей универсальных аппаратов позволяет выбрать наиболее подходящий тип оборудования, способного решить поставленные задачи.
Источник



