5. Работа станка и его настройка
1 Загрузка проволоки
Поместите свернутую проволоку на держатель, освободите конец проволоки и прижмите весь моток прижимным кольцом. Перед помещением проволоки в подающие ролики и узел правки необходимо распрямить конец проволоки. Особое внимание работе станка необходимо уделить, когда моток проволоки подходит к концу.
2 Узел правки
Точность настройки правящего механизма во многом определяет качество правки проволоки. Если проволока не будет должным образом выпрямлена, то она слетит с держателя, и процесс резки станет невозможным.
Ослабьте 5 фиксирующих винтов узла правки, и установите 5 пар выпрямляющих элементов в различных положениях для правки разных типов проволоки. Существует три основных метода правки проволоки..
1. Кривая Гаусса
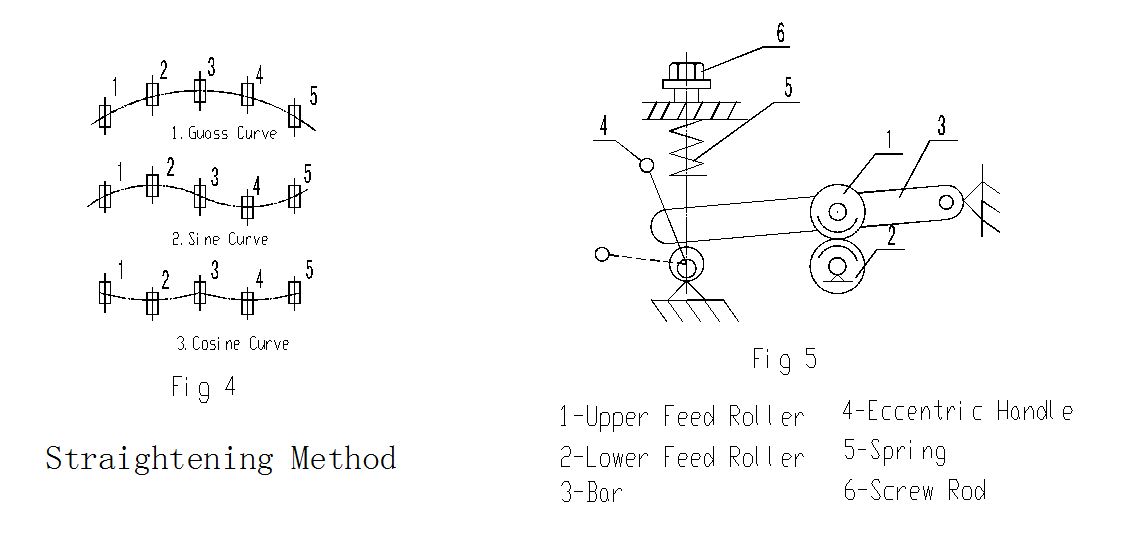
Надписи на рисунках:
Gauss curve – кривая Гаусса
Sine curve – синусоида
Cosine curve – косинусоида
Fig. – рис.
Straightening method – метод правки
Upper feed roller – верхний подающий ролик
Lower feed roller – нижний подающий ролик
Bar – рычаг
Eccentric holder –эксцентриковая рукоятка
Spring – пружина
Screw rod — винт
Предназначен для толстой проволоки(6мм) из материала с пределом текучести S240Н/мм2 .
2. Синусоида
Предназначен для проволоки 5-6мм из обычных материалов.
Установите несоосность выпрямляющих элементов. Несоосность элементов 1 и 5 должна быть одинаковой (находиться на одной горизонтальной линии). Несоосность элемента 2 должна быть немного больше несоосности элементов 3 и 4. При регулировке правильно-отрезного станка несоосность элементов меняется таким образом, чтобы правка проволоки происходила наилучшим образом.
В случае слишком большой несоосности элементов, проволока будет равномерно согнута или сломана. Необходимо обращать внимание на данный факт.
3. Косинусоида
Предназначен для холоднотянутой проволоки и проволоки других типов диаметром 3.5—6мм, предел текучести,S 600Н/мм2.
После выпрямления определенного количества проволоки, настройка несоосности может измениться. В данном случае необходимо настроить несоосность для обеспечения наилучшего качества правки проволоки.
3 Принцип работы шпиндельной бабки (передача движения приводным роликам).
Из рис. видно, что верхний подающий ролик связан с рычагом 3. Перед подачей проволоки ослабьте винт 6. Поверните рукоятку 4 в среднее положение (см. ниже), как показано на рис.5, для того, чтобы поднять рычаг 3 и верхний ролик 1. После подачи проволоки поверните рукоятку вверх, затяните винт 6. Пружина 5 сожмется, и проволока будет зажата между двумя роликами. Тяговое усилие на проволоке зависит от силы сжатия подающих роликов. Тяговое усилие находится в прямой зависимости от силы сжатия пружины, которое необходимо изменять в зависимости от диаметра и материала проволоки. Для увеличения давления затяните винт 6, для уменьшения – ослабьте его.
При резке проволоки необходимо обеспечить проскальзывание между роликами и проволокой.
Следите за тем, чтобы проволока не перекручивалась.
4 Узел резки
Верхний и нижний резцы установлены в резцедержателе. Ударник бьет по верхнему резцу, происходит сдвиг резцов относительно друг друга.
Очень важна регулировка зазора между резцами. Для твердых сталей с содержанием углерода 0,5-0,7% зазор между резцами должен составлять 5% от диаметра проволоки. Для сталей содержанием углерода 0,3-0,4% и 0,08-0,2% зазор между резцами должен составлять 3-4% от диаметра проволоки. Чересчур большой зазор приведет к тому, что срез проволоки будет неровным, и проволока будет сминаться. Недостаточный зазор приведет к ограничению хода верхнего резца, что, в свою очередь, вызовет уменьшение срока службы резца.
Отрегулируйте зазор между резцами и затяните фиксирующую гайку на нижнем резце. Регулярно проверяйте затяжку гайки.
5 Держатель проволоки
Корректная работа держателя имеет огромное значение для операции правки проволоки. После тщательной выверки плавно и аккуратно удалите держатель.
Регулировка измерительной защелки
Установите измерительную защелку в необходимом положении (для отрезания нужной длины проволоки), затяните фиксирующий винт, отрегулируйте держатель подающего стержня так, чтобы стержень свободно перемещался. Отрежьте проволоку, приложив усилие к верхнему резцу. Необходимо следить, чтобы резцедержатель вовремя возвращался на место после отрезания проволоки. Для этого отрегулируйте ход пружины на стержне таким образом, чтобы пружина вовремя возвращала резцедержатель на место. В противном случае, резка проволоки будет происходить постоянно.
Время открытия подающего устройства управляется реле времени. Работа происходит следующим образом: после отрезания порции проволоки подающее устройство открывается и подает следующую порцию, отрезанная часть падает в держатель, подающее устройство закрывается. Начальная полная регулировка станка производится на заводе. Однако если станок работает некорректно, необходимо произвести регулировку: отключите электрическое питание, откройте электрический шкаф, отрегулируйте реле времени при помощи подходящей отвертки (в направлении тонкой стрелки производится уменьшение отрезка времени, в направлении толстой стрелки – увеличение).
Источник
Настройка правильно-отрезного станка: как наладить работу
Вы здесь
Настройка правильно-отрезного станка: как наладить работу
Для автоматической рихтовки бухтовой проволоки и последующей обрезки по нужным параметрам применяются специальные устройства. Если предполагается массовое производство, то необходимо купить правильно-отрезной станок. Подобное оборудование имеет простой принцип работы, который объясняется конструкцией аппарата.
Это устройство достаточно эффективно для рубки и правки проволоки различного диаметра. Оператор может задать длину мерного прута, при этом эксплуатации не вызывает сложностей. Изделие оснащено всевозможными механизмами, которые повышают точность и ровность реза. Настройка правящего механизма определяет качество результата. Также необходимо правильно выровнять саму проволоку, чтобы заготовка не слетела с держателя.
В целом настройка такого станка происходит следующим образом:
- Для начала нужно заняться выпрямлением профиля. Для этого ослабляются пять фиксирующих узлов правки, на которые устанавливаются выпрямляющие элементы в разных положениях.
- Далее настраивают несоосность.
- Затем приступают к шпиндельной бабке. В зависимости от диаметра и материала проволоки устанавливают нужный параметр тяглового усилия, который зависит от силы сжатия пружины.
- Настраивают зазор между верхними и нижними резцами. Также в зависимости от вида стали рассчитывают в процентном соотношении уровень. Следом закрепляют фиксирующей гайкой.
- Держатель проволоки нужно тщательно выверить, после чего его мягко устраняют. Для этого измерительную защелку монтируют нужным образом.
Обычно станкостроительное предприятие проводит первичную регулировку оборудования непосредственно в цехах по сборке. Поэтому, как правило, владельцам нужно настроить детали на собственном производстве под определенный тип проволоки.
Особенности и преимущества устройств
Учитывая, что процесс практически полностью автоматизирован, не требуется постоянное участие оператора. Сотрудник на производстве может работать одновременно на нескольких устройствах, если ему позволяет квалификация.
Большинство моделей позволяют проводить крайне точную регулировку длины прута, при этом сам процесс не отличается сложностью. Более продвинутый вариант для правки проволоки или периодического профиля способен обрабатывать профили диаметром около 5 мм. При этом производительность остается на высоком уровне, что позволяет улучшить результаты производства и выполнять большее количество заказов.
Также благодаря более тонкой оснастке производится точный срез, что практически исключает вероятность брака.
Источник
Правильно-отрезной станок: видео настройки и работы
Правильно-отрезной станок GROST служит долго и надежно. Для того, чтобы не возникло неполадок, после покупки нужно настроить его под необходимый тип проволоки. Подготовить станок к работе можно самостоятельно.
Правильно-отрезной станок GROST служит долго и надежно. Для того, чтобы не возникло неполадок, после покупки нужно настроить его под необходимый тип проволоки. Подготовить станок к работе можно самостоятельно.


Техническая служба GROST провела пуско-наладочные работы правильно-отрезного станка SCM6-14 для компании Металлсервис. Мы записали видео и фото этого процесса. Рассмотрим, процесс настройки станка. Необходимо сделать следующее:
Заправить станок маслом. У станков GROST есть смотровые окошки, поэтому всегда можно отслеживать уровень масла.
Установить втулки нужного диаметра и настроить выпрямляющие ролики.
Сделать шприцевание подшипников выпрямляющих роликов.
Переставить прокатные ролики и ножи под нужную арматуру.
Произвести пробные запуски.




При настройке правильно-отрезного станка обратите внимание:
Счетчик метража и концевой ограничитель не могут работать одновременно, поэтому подключать их необходимо раздельно.
На баке гидравлической жидкости установлен термометр, который совмещен с уровнем рабочей жидкости. При заливке масла следует руководствоваться этим уровнем.
Ножи и втулки необходимо подбирать диаметром больше, чем диаметр арматуры. Таблица диаметров указана в руководстве и на станке.
Перед подключением станка всегда нужно проверять правильность подключения фаз. Двигатель должен крутиться в нужную сторону.
На протяжных роликах расположены ручьи под разный диаметр арматуры. Следует проверить все ролики на одинаковое расположение. При необходимости смены диаметра меняются все ролики!
Прижимные ролики необходимо затягивать с достаточной силой, но не перетягивать. При перетягивании могут выйти из строя подшипники и валы.
При настройке выпрямляющего блока сначала нужно настроить крайние выпрямляющие ролики в начале и в конца блока, и только затем настраивать центральные.
Если метраж счетчика неправильно считывает длину, необходимо выставить корректировку на пульте управления и сделать пробный рез.
Ход настройки подробно описан в руководстве по эксплуатации правильно-отрезных станков.
Видео работы правильно-отрезного станка:
Источник



