- Ремонт штангенциркулей всех типов
- Ремонт штангенциркуля с круговой шкалой. Как выбрать штангенциркуль для работы домашнего мастера
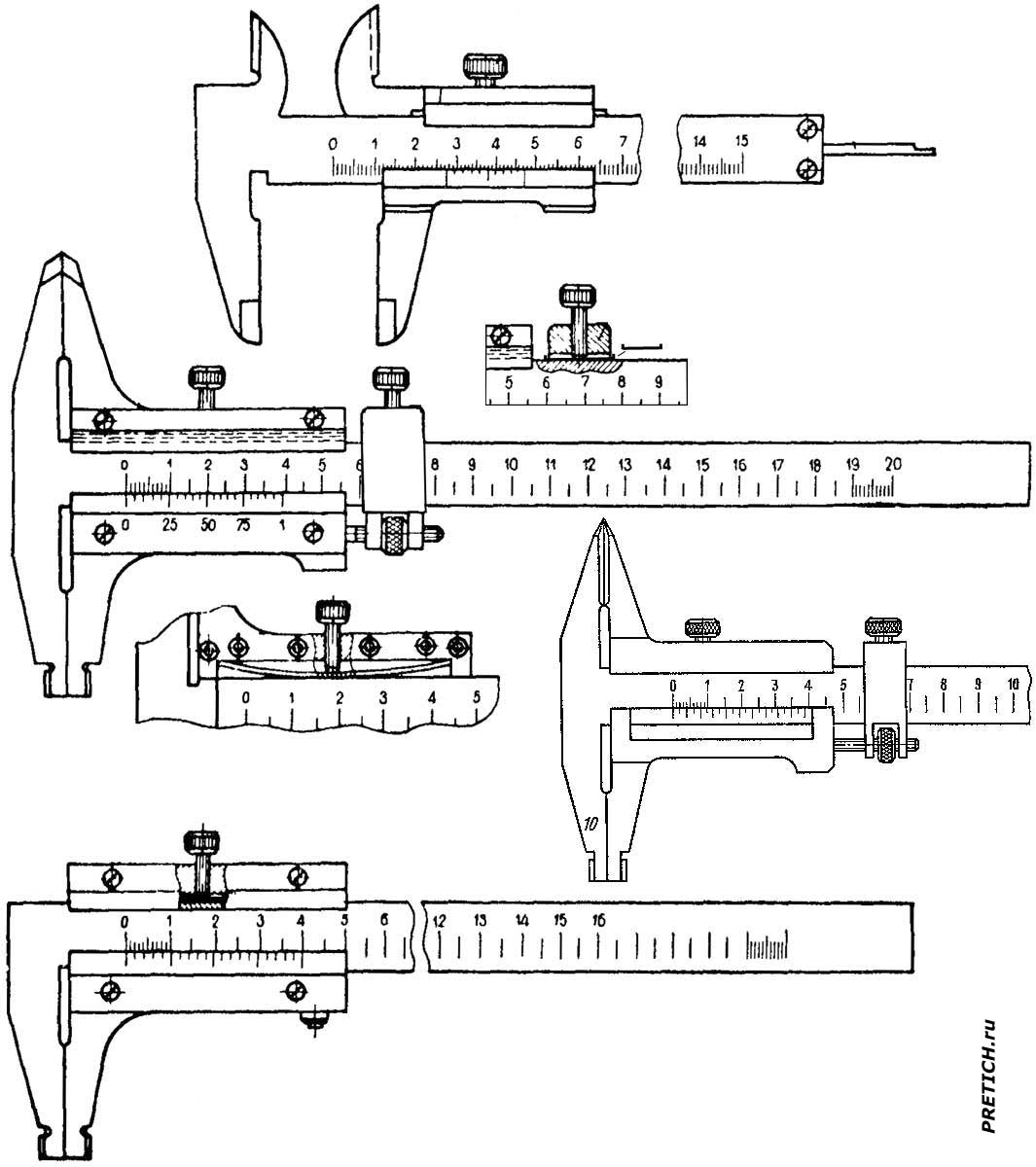
- Устройство штангенциркуля – основные узлы и их назначение
- Штангенциркуль – классификация и маркировка
- Как измерять штангенциркулем – инструкция для начинающих
- Как измерять штангенциркулем – пошаговая схема
- Шаг 1: Закрепление детали
- Шаг 2: Снимаем значение
- Устройство штангенциркуля:
- Принципы проведения измерений
- Считываем показания штангенциркуля
- Как правильно хранить инструмент
- Назначение штангенциркуля
- Типы штангенциркулей и технические характеристики
- Как правильно пользоваться штангенциркулем
Ремонт штангенциркулей всех типов
В данной статье я подробно опишу ремонт штангенциркулей — отечественных или импортных, не имеет значения. Поэтапно: определение дефектов, разборка, первичный осмотр, устранение физических дефектов, сборка, заточка разметочных губок, доводка плоскостей, доводка губок для внутренних измерений, поверка.
Штангенциркули — это самые массовые измерительные инструменты, как на производстве, так и в ремонтно-наладочных работах. Простые, надежные, достаточно точные. Тем не менее, и они приходит в негодность, а очень многие проводят измерения, даже не догадываясь, что этот инструмент давным-давно требует ремонта.
Отсутствие ремонтной базы этого инструмента сказывается негативно и на качестве продукции, и влечет дополнительные немалые затраты. То, что можно сравнительно легко отремонтировать — списывается и покупается новый инструмент. В то время как своевременная профилактика и ремонт средств измерения (СИ), позволят использовать их долго, эффективно, малозатратно.
+ Щелкайте по рисункам, чтобы увеличить!
Штангенциркули могут иметь какую-нибудь одну поломку, но чаще, в результате интенсивной эксплуатации, они имеют целый букет мелких и серьезных дефектов. Это и износ измерительных поверхностей, притупление острых разметочных губок, коррозия, забоины, погнутые губки или штанга.
Независимо от дефектов, ремонт проводится полный.
Вначале производится первичная диагностика, цель которой выяснить возможность и целесообразность ремонта. Зачастую инструмент имеет серьезные физические повреждения или крайне изношен, а мудрые советы ветеранов-ремонтников для таких случаев потеряли свою актуальность еще в конце 70-х, начале 80-х годов. Ремонт такого инструмента становится экономически неоправданным — большие затраты человеко-часов, а результат нестабильный, кратковременный.
Если ремонт признан целесообразным, инструмент сперва разбирается, все части укладываются на один фанерный или пластмассовый лоток. Не стоит разбирать сразу несколько штангенциркулей, чтобы не перепутать детали (например, подвижные рамки). Все промывается в так называемом «авиационном бензине» Б-70, либо в растворителе «Калоша» («Галоша»), Уайт-спирите или же просто автомобильном бензином. Промывка осуществляется в металлических или пластмассовых ванночках. Затем все вытирается и сушится. Надеюсь не надо повторять требований по технике безопасности? В помещении не курить, во время работы с бензином заточные или прочие работы, которые искрой могут вызвать воспламенение, воспрещены. Также необходима вытяжка.

Проводится внешний осмотр и устранение внешних дефектов — забоины убираются надфилем, алмазным бруском. Царапины удаляются прохождением по металлу кусочком вулканитового круга — вдоль следа заводской шлифовки (штрих в штрих). Надо внимательно смотреть и случайно не стереть шкалы и разметки, которые могут быть нанесены фотохимическим способом. Так же удаляются следы коррозии. Затем, если требуется, проводится рихтовка штанги губок или рамки. Выравнивают медным или латунным молотком на свинцовой или латунной наковальне, что бы не создавать забоин и вмятин. Также можно проводить выравнивание в тисках, с помощью трех стальных валиков. Контроль проводится с помощью лекальных линеек на просвет.
Затем проводится сборка штангенциркуля. Здесь обращаем внимание на плоскую пружину на подвижной рамке — на ее износ и изогнутость (необходимое усилие сдвига проверяем динамометром). Изношенную пружину меняем на запасную, или как временное решение — ее можно слегка выгнуть и подложить алюминиевую фольгу. Винт микрометрической подачи должен быть зафиксирован ровно и надежно, если требуется, резьбу проходим плашкой (леркой). Рамка микрометрической подачи также должна иметь металлическую прокладку, чтобы стопорный винт не повреждал направляющую штанги.
Завершив сборку, затачиваем разметочные губки штангенциркуля — используем хороший заточной станок, либо алмазный круг (если разметочные губки из твердого сплава, иначе и не получится). Здесь сложность в том, что заточка губок проводится в их сомкнутом состоянии, они должны быть одинаковые по длине, и вершина острого угла приходилась точно на измерительную плоскость. В крайнем случае, это можно выправить алмазным надфилем, в конце ремонта.
После этого штангенциркуль, особенно губки, следует размагнитить. Для этого используем либо самодельный дроссель, либо специальное размагничивающее устройство.
Теперь приступаем к доводке рабочих плоскостей.

Для доводки нам нужно 3-4 притира. Их изготавливают из чугуна, один из латуни. По боку нужна сетчатая накатка, по краям снимается фаска. Притиры маркируется по номерам. Затем доводятся до плоскопаралелльности с точностью 5-10 мкм на доводочных плитах.
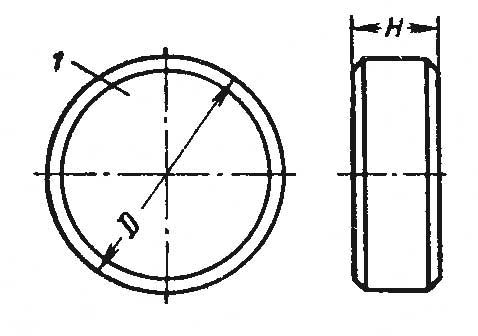
На рисунках выше: притир, цифрой 1 обозначена рабочая плоскость. D — диаметр,
30 мм, Н — толщина,
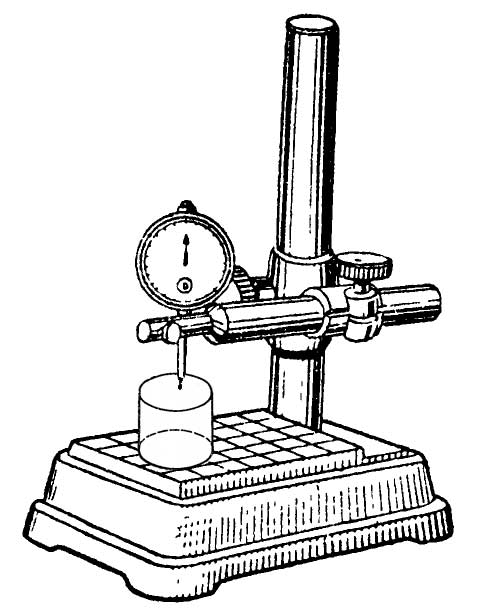
Плоскопаралелльность контролируется индикаторной стойкой, где головка имеет цену деления 1 мкм. Можно, но нежелательно использовать для этого рычажные микрометры или толщиномеры, соответствующей точности.

В зависимости от степени износа — проверяем на просвет — используем сперва доводочные порошки или пасту крупной зернистости, затем более мелкой. Можно использовать целый ряд различных доводочных порошков или паст. Например, электрокорунд белый. Но так, как часть штангенциркулей имеет вставки из твердого сплава, а их обрабатывают только алмазными пастами, то целесообразно все доводить именно алмазными пастами (чтобы не иметь целую гору различных притиров).
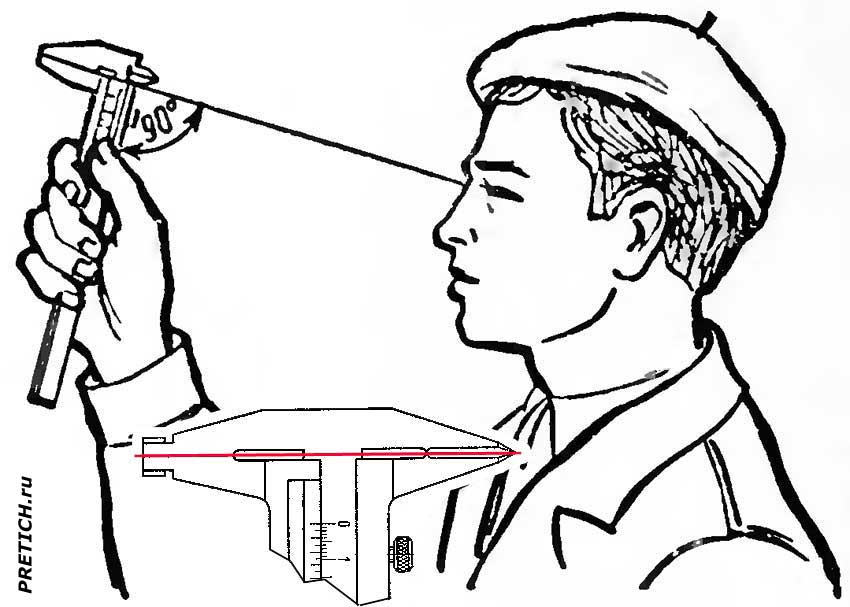
Источник света должен находиться за штангенциркулем, но не должен слепить глаза ремонтнику. Штангенциркуль слегка поворачивается по воображаемой оси измерительных плоскостей (на рисунке эта ось обозначена красной линией).
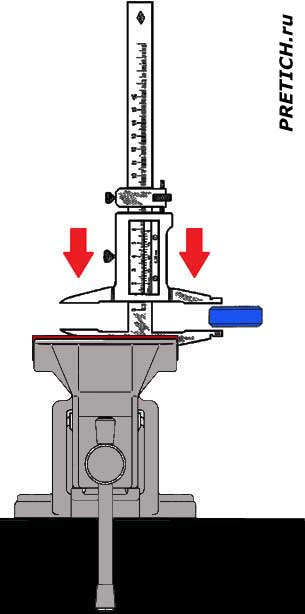
Штангенциркуль зажимается в тисках с латунными (медными, бронзовыми) губками (или накладками) штангой вверх. Тиски должны быть немного развернуты, чтобы губки штангенциркуля смотрели вам примерно в правое плечо (если вы левша, то все надо делать наоборот). Выбираем те губки для притирки, на которых нет просвета. На притир с двух сторон наносится немного алмазной пасты и равномерно растирается. Поднимаем подвижную рамку, вставляем притир и прижимаем его рабочей плоскостью. Некоторые мастера рекомендуют закручивать фиксирующий винт — этого не стоит делать. Просто равномерно прижимаем губки левой рукой. На рисунке выше: синим цветом обозначен притир, две красные стрелки — прижим рамки пальцами левой руки. Прижим должен быть не сильным, равномерным, его можно варьировать, в зависимости от типа просвета.
Доводка осуществляется движением притира возвратно-поступательными движениями, строго вдоль оси измерительных площадок. Как на рисунке выше. Т.е. штрих от доводки должен быть ровным и параллельным. Движение притира должно быть с некоторым усилием, из-за прижима подвижной рамки. Через 3-5 движений, притир разворачивается на произвольный угол 250-30-90 градусов (так износ притира будет равномерным). Как только паста начнет сохнуть и становится вязкой, притир убираем. Протираем его и доводимые плоскости ветошью. Вытаскиваем штангенциркуль из тисков, сводим губки и смотрим на просвет. Он должен постепенно уменьшаться, повторяем процедуру, пока он не исчезнет совсем. Так же доводим и другую сторону.
В случае если просвет не ровный, а клином, притираем сперва ту сторону, где клин — образуется более-менее ровный просвет, начинаем притирать сторону без просвета. Таким образом, подгоняя то эту, то ту сторону, добиваемся полного исчезновения просветов.
Завершающий этап доводки — проходим все губки с двух сторон латунным притиром — он даст нам высокую чистоту обработки (это красиво, хотя и не обязательно).
Далее протираем губки бензином и плотно их сомкнув и зафиксировав зажимным винтом, выставляем нониус.
Затем приступаем к выравниванию губок внутренних измерений — они имеют не измерительную плоскость, а радиус. При сильном износе его выравнивают с помощью бархатного надфиля, или мелкого бруска, подгоняя под целые значения (например, 9,7 или 9,5). Окончательный радиус придают деревянным бруском с нанесенной мелкой алмазной пастой вручную. Или узкой полоской бархатки с пастой ГОИ. Если износ в пределах допуска, то новый размер — измеренный микрометром — наносится на губку электроискровым карандашом. Ну а потом, выставляется нониус на ноль, в общем — все штатно.
Это ремонт штангенциркуля ШЦ-II и ему подобных. Штангенциркуль типа ШЦ-III ремонтировать проще, так как там измерительные губки только в одну сторону. Процесс такой же.
С массовым и крайне популярным штангенциркулем типа ШЦ-I, именуемым в народе «Колумбиком» немного иначе. Основные проблемы: зачастую не регулируемый нониус — значит, при доводке невозможно его выставить, и если штангенциркуль выходит из допуска, его однозначно списывают. Советы «бывалых», вроде постучать молотком по губкам — не работают. Штангенциркуль полностью из закаленной стали. и если попадется и не закаленный, этими ударами мы нарушим структуру металла и его все равно «поведет» через некоторое время.
Одно время я на таких штангенциркулях полностью удалял нониус — снимал слой металла на подвижной рамке, на шлифовальном станке. Сверлил отверстия, нарезал резьбу и ставил обычные нониусы. но это было слишком затратно.
Была некогда интересная идея — наращивать слой металла в гальванической ванне. Я пробовал этот метод. Никель отслаивается. А хром, вроде бы дает результат, но он дает очень твердую «бахрому», которая попросту царапает и поверочный инструмент, и измеряемые детали. Новые модели ШЦ-I выпускаются уже с регулируемым нониусом.
Вторая проблема ШЦ-I это губки для внутренних измерений — их одновременно используют как разметочный инструмент. Измерительная плоскость «заострена» и легко вырабатывается, а использование их как чертилки — лишь усугубляет ситуацию. Очень скоро просвет в этих губках становится слишком большим, и он опять же — идет на списание. С глубиномером проще. Делается небольшая оправка из текстолита или иного материала, сбоку два винта, и нижний торец доводится на плите.
Импортные штангенциркули. По-сути они соответствуют все тем же моделям, какие были в СССР. Но очень часто, особенно у аналогов ШЦ-I ремонтопригодность крайне низкая — ее принесли в жертву внешнему виду. И часто из-за этой красоты инструмент невозможно отремонтировать.
С другой стороны, масса импортных и современных отечественных штангенциркулей вместо нониуса имеют электронное табло или круговую шкалу со стрелкой. Это существенно облегчает ремонт и продлевает срок службы штангенциркулей этого типа — проводится доводка, потом переставляется стрелка. Зубчатая рейка имеет тенденцию к износу. Износ относительный, зачастую достаточно извлечь эту рейку и перевернуть другой стороной, и штангенциркуль проработает еще достаточно долго. Стальные шестерни изнашиваются, здесь уже ничего не поделаешь, если нет запчастей. Разбиваются посадочные места для осей шестеренок, здесь можно немного прочеканить отверстие стальным шариком — оно равномерно уменьшится. В штангенциркулях с электронным блоком просто задается нулевое значение.
В общем и целом, ремонт импортных штангенциркулей ничем не отличается от отечественных: та же разборка, промывка, зачистка забоин и коррозии, исправление деформированных элементов, доводка рабочих плоскостей и поверка стандартными способами.
Главная задача соответствующих служб предприятия — это не доводить штангенциркули, как и прочие СИ до такого плачевного состояния. Постоянно поддерживая инструменты в хорошем состоянии, можно сэкономить большие средства, сохраняя качество продукции на высоком уровне.
Ремонт прочего штангенинструмента будет описан в одной отдельной статье.
Михаил Дмитриенко, специально для PRETICH.ru
2020 г.

| Комментарии |
| Добавить комментарий |
| Пожалуйста, авторизуйтесь для добавления комментария. |
| Реклама |
| Авторизация |
| Вы не зарегистрированы? Забыли пароль? Источник Ремонт штангенциркуля с круговой шкалой. Как выбрать штангенциркуль для работы домашнего мастераОсновными дефектами штангенинструмента, которые могут быть устранены при ремонте, являются ошибки в делениях нониуса, кривизна направляющего ребра штанги, качка и перекос рамки, непараллельность измерительных поверхностей, их повреждение, износ основания и др. Проверку правильности ребер штанги и измерительных плоскостей губок производят с помощью блоков концевых мер, зажимаемых между измерительными плоскостями при передвижении рамки через каждые 10 мм длины штанги. В любом положении рамки на штанге сила нажима измерительных плоскостей на блок должна быть одинаковой на всей плоскости меры. Если касание измерительных плоскостей с каким-либо блоком у острых и тупых губок различно в различных положениях рамки, это означает, что искривлена штанга. Если при любых положениях рамки раствор острых губок меньше раствора тупых или наоборот, то неисправны губки штангенциркуля. Чтобы исправить штангу, ее рабочее ребро проверяют на краску на проверочной плите, и выпуклости убирают личным напильником или доводкой. Затем второе ребро штанги делают строго параллельным рабочему ребру также при помощи напильника или доводки. После этого производят доводку измерительных плоскостей губок. Для их доводки штангенциркуль закрепляют в тисках со свинцовыми губками (фиг. 177,а). Доводку производят чугунным притиром (фиг. 177, б). Притир зажимается между губками, для чего рамку подводят вплотную к притиру и закрепляют микрометрическую подачу рамки. Притир должен без особых усилий передвигаться вперед и назад между губками.
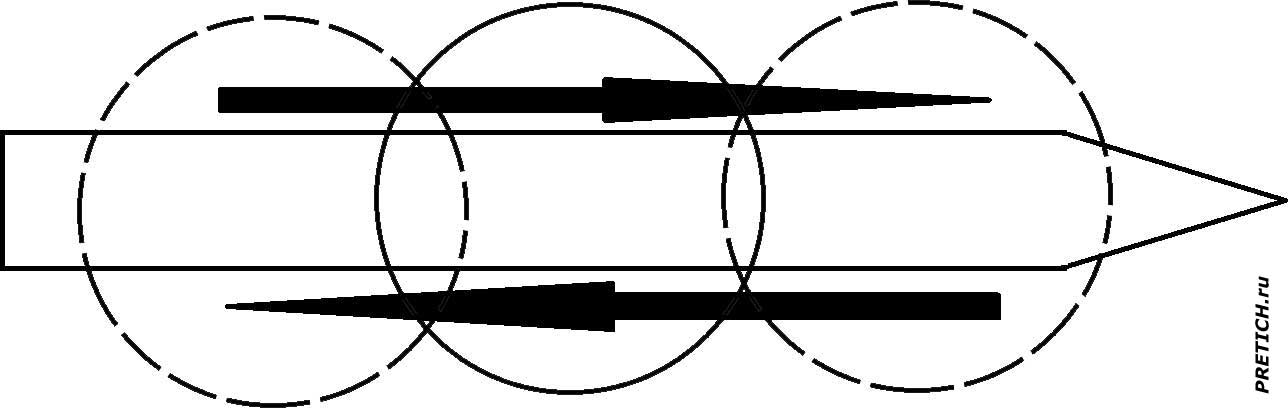
Фиг. 177. Перекос губок установить нетрудно. Для этого достаточно зажать между губками блок концевых мер и если одна из сторон блока отойдет от одной из боковых сторон губок, то перекос установлен. Перекос рабочих плоскостей губок по отношению к штанге исправляют при помощи шлифования на плоскошлифовальном станке. После шлифования производят доводку грубой пастой ГОИ одновременно острых и тупых губок и полирование их стеклянными притирами с тонкой пастой. Доводка губок считается законченной, если притир проходит с одинаковым усилием в обоих концах. После доводки губок проверяют совпадение нулевого деления штанги с нулевым делением нониуса. Для этого губки плотно сдвигают и зажимают подвижную рамку штангенциркуля. Убедившись, что между губками нет просвета, освобождают винты, скрепляющие рамку с нониусом. Затем передвигают рамку с нониусом в ту или другую сторону с таким расчетом, чтобы первое и последнее деление нониуса точно совпало с первым и другим соответствующим делением штанги. Также обращают внимание на то, чтобы вторые и третьи риски от начала нониуса были расположены одинаково со вторыми и третьими рисками от конца нониуса по отношению к соответствующим рискам на штанге. После этого закрепляют винты и, проверив еще раз совпадение делений, установку нониуса считают законченной. В том случае, если при установке нониуса не удается его переместить за счет зазора в отверстиях для винтов, отверстия подвергаются расширению при помощи надфиля. Очень часто происходит поломка губок штангенциркуля. При исправлении этого дефекта принимают одно из трех решений, изображенных на фиг. 178: укорачивают длину губок (фиг. 178, а), удаляют одну пару губок (фиг. 178,6) или делают вырез для вставки новой губки (фиг. 178, в). Иногда взамен сломанной губки приваривается новая.
Фиг. 178. Исправление дефектов у штангенциркулей облегченного типа производят, главным образом, рихтованием с последующей доводкой измерительных плоскостей. Так, если уже при износе рабочих поверхностей губок нулевой штрих нониуса не совпадает с нулевым штрихом штанги, то после доводки измерительных плоскостей эта ошибка будет еще больше. Поэтому ее исправляют рихтованием. Неподвижную губку кладут на закаленный брусок, укрепленный в тиски, и ударяют по ней в месте а (фиг. 179) для того, чтобы ее носик подался вниз. Удары производят с обеих сторон штангенциркуля. То же проделывают и с губкой подвижной рамки, ударяя по ней в месте б. Острые концы губок рихтуются в местах а и б.
Фиг. 179. После рихтования спиливаются и доводятся измерительные плоскости до совпадения делений штанги и нониуса, а в заключение зачищаются забоины и полируются все плоскости мелкой шкуркой. Исправление основания штангенрейсмаса производят притиркой на притирочной плите при помощи шлифовальных порошков. Штангенциркуль получил название благодаря основному элементу своего корпуса – штанге, а вот привычный нам циркуль немного далек от этого инструмента своим устройством. Разобраться в предмете, полном загадок, постараемся с помощью данной статьи, рассмотрим его устройство и принцип работы. Устройство штангенциркуля – основные узлы и их назначениеУстройство штангенциркуля внешне не кажется сложным, но его части так компактно и оптимально составлены, что делают это приспособление простым и удобным в использовании. А умеет оно немало, причем измерения, которые выполняются с его помощью, очень важны во многих сферах промышленности и строительства. При использовании штангенциркуля мы получаем линейные размеры предметов, как внешние, так и внутренние. А точность, которая в некоторых моделях достигает завидного уровня, делает этот простой инструмент все более востребованным. Назначение штангенциркуля – измерение длины, диаметров, глубины, а вот что обеспечивает эту возможность, разберем на примере самого простого вида этого приспособления. Основным узлом является линейка, которая и называется штангой, давая часть названия инструменту. Деления на ней обычно равны 1 мм, а общая длина обычно составляет 15 см, но отдельные модели могут быть длиннее. Линейка определяет максимальный размер, который сможет измерить данный инструмент . А значит, максимальная длина или диаметр предмета должен быть не более 15 см. На конце линейки находятся губки, вернее их половинки, а вторые половинки расположены на подвижной рамке, которая перемещается по линейке, отмеряя размер обследуемого предмета. Губки есть внутренние и внешние, у первых резцы смотрят наружу, у вторых – друг на друга. Следовательно, первые вставляются в предмет и раздвигаются, чтобы зафиксировать внутренний геометрический параметр, а вторые раздвигаются широко, а потом сближаются, чтобы зафиксировать исследуемый предмет между собой. Чтобы точно снять размер или перенести его на другую поверхность, подвижная рамка может фиксироваться специальным винтом, который находится на ней же. На основной линейке мы можем посмотреть целочисленное значение искомого размера, а вот уточнить результат поможет нониусная шкала, которая нанесена на нижнюю часть рамки, чтобы быть ровно под основной разметкой линейки. На нониусе имеется десять делений, каждое из которых отмеряет 1,9 мм, вся шкала 1,9 см длиной. Это параметры обычного хозяйственного штангенциркуля, на других моделях это соотношение меняется. Найдя деление нониуса, которое совпадает с каким-либо делением основной шкалы, можно уточнить искомое значение до десятых долей миллиметра. Пользование штангенциркулем не ограничивается внутренним и внешним размером, можно отмечать и глубину отверстий, для этого имеется хвостик, который выдвигается из линейки. Это шкала глубиномера. Штангенциркуль – классификация и маркировкаИзмерительный инструмент штангенциркуль может быть 3 видов и около 8 типоразмеров, во всяком случае, согласно отечественным нормативным документам. Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры. Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули . В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее. Внутри данных видов могут разделяться еще подвиды в зависимости от конструкции и длины основной линейки. Например, можно делить инструменты по виду материала, из которых они изготовлены. Примером инструмента из твердого сплава может служить ШЦТ-I. Есть различия в устройстве губок или дополнительных приспособлениях. Так, ШЦ-I и ШЦ-III отличаются расположением губок, в первом случае оно двустороннее, а во втором – одностороннее. А вот в ШЦ-II имеется рамка микрометрической подачи, которая сделает проще разметку, если вам нужно будет переносить свои замеры на другую плоскость. Различия по типоразмерам обсуждать долго не имеет смысла, стоит лишь сказать, что чем больше линейка, тем больше погрешность полученных значений. Как измерять штангенциркулем – инструкция для начинающихБольшинству технически развитых людей интуитивно понятно, как пользоваться штангенциркулем, поэтому мы тезисно напомним основные моменты. Как измерять штангенциркулем – пошаговая схемаШаг 1: Закрепление деталиПроверьте сначала инструмент на исправность, для этого сведите губки без детали к нулю, посмотрите на просвет, насколько правильно они соединились, а также гляньте на шкалу, совпали ли нули на двух шкалах. После положительного результата можно приступить к работе с деталью. Удобнее всего работать в тех случаях, когда инструмент находится у вас в правой руке, а измеряемая деталь – в левой, либо вовсе неподвижно закреплена где-нибудь. Если вы левша, то соотношение, конечно, обратное. Для измерения внешнего размера разведите губки штангенциркуля, поместите между ними предмет и соедините их. Они должны упереться в края обследуемой детали. Если она твердая, можно слегка сжать губки для плотного прикосновения. Если же деталь мягкая, не делайте этого, результаты будут искаженными.
Перемещать рамку удобнее большим пальцем правой руки, остальными придерживая штангу. Проверьте положение штангенциркуля относительно предмета, нет ли перекосов (губки должны быть на одинаковом расстоянии от края предмета с обеих сторон), лучше поднять конструкцию на уровень глаз. Чтобы яснее видеть, левой рукой предмет лучше держать в плоскости за инструментом, а не перед. Теперь аккуратно следует закрутить крепежный винт, указательным и большим пальцем, остальные же должны продолжать держать штангу. Когда значение зафиксировано, деталь можно отложить и приступить к изучению следующего этапа, как измерить штангенциркулем полученное число. Шаг 2: Снимаем значениеСчитывать показания лучше всего тоже на уровне глаз. Первым делом записываем значение главной шкалы, т.е. целочисленное. Для этого ищем штрих на основной штанге, который расположился ближе всего к нулевому значению нониуса, это и есть целое число миллиметров. Можно запомнить, а можно где-то пометить себе на черновике. Теперь ищем на нониусе штрих, который ближе всего к его нулю, но еще и точно совпадает с каким-нибудь делением на штанге. Его порядковый номер следует умножить на цену деления используемого нониуса (как правило, 0,1 мм). Если не уверены, что знаете это значение, посмотрите в паспорте данного штангенциркуля. Теперь дело за малым, просто следует суммировать эти числа, и результат готов. Например, по штанге у вас было значение 35 мм, а по нониусу насчитали еще 4 деления, тогда общее значение равно 35,4 мм (3,54 см). После работы инструмент протирают (обезжиривают), чуть-чуть раздвигают губки (на пару мм), ослабляют зажим и укладывают в чехол. Если хранение планируется длительное, то можно смазать его против коррозии. Расширение технических возможностей штангенциркуля. Штангенциркуль — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Предлагаю свою самоделку, расширяющую возможности этого замечательного инструмента, а именно: рисование окружностей до 28 сантиметров в диаметре. Согласитесь, ведь очень удобно иметь два инструмента в одном! Доработка потребует минимум времени и затрат.
Нам потребуется: автоматический выключатель, карандаш, канцелярская скрепка, клеммная колодка, дюбель, пара болтиков. Для начала просверливаем штангенциркуль в трёх местах: два отверстия на штанге и одно на нониусе. Отверстия равны 4 мм.
Из ненужного автоматического выключателя извлекаем контактный зажим, а из клеммной колодки — внутреннюю металлическую часть.
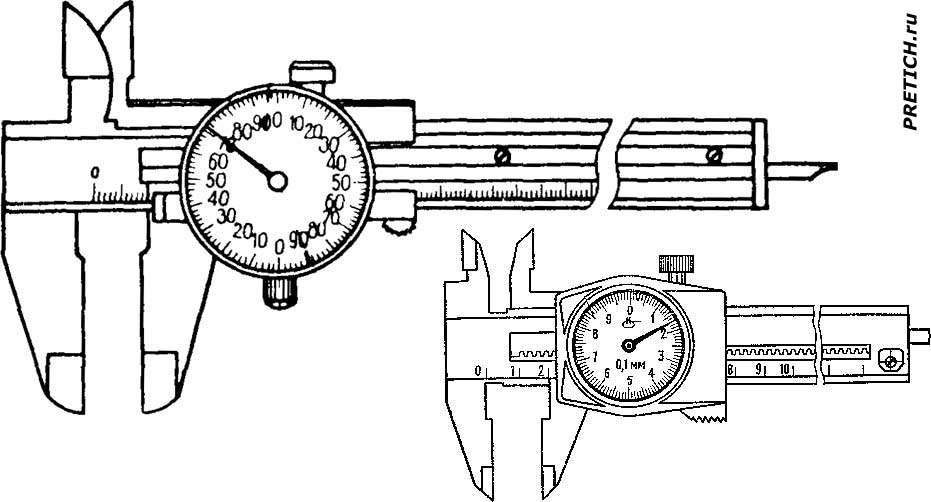
Собираем нашу конструкцию: крепим колодку на штанге, а зажим с вставленным в него карандашом на нониусе, для фиксации вставляем часть скрепки. Расстояние между остриём дюбеля и грифелем карандаша у меня получилось ровно один сантиметр. В дальнейшем этот сантиметр мы и будем прибавлять к радиусу нужной нам окружности, которую хотим начертить. Например, нам нужно начертить окружность радиусом 10 см. Выставляем на шкале штангенциркуля 9 см. и мысленно прибавляем ещё один сантиметр. Доброе время суток! Сегодня мы поговорим о том, как правильно производить измерения, используя для этой цели универсальный измерительный инструмент — штангенциркуль. С его помощью можно определять наружные/внутренние размеры деталей, а также глубину отверстий. На фото представлены два инструмента с ценой деления шкалы нониуса 0,1 и 0,02 мм. Благодаря особой конструкции, инструмент позволяет фиксировать деталь, таким образом уменьшается вероятность возникновения погрешности в момент проведения измерения. Устройство штангенциркуля:
При использовании штангенциркуля следует придерживаться следующих правил:
Принципы проведения измеренийПеред началом измерений проверяем инструмент на точность. Чтобы сделать это сведём губки штангенциркуля. Нулевые метки, десятый штрих на шкале нониуса и девятнадцатый штрихом на основной шкале должны совпадать.
Измерение наружных размеров. Разводим губки штангенциркуля немного больше размеров измеряемой детали, а затем сводим их до упора, зажимая деталь. Измерение внутренних размеров. Выставляем инструмент в нулевое положение, после размещаем губки в необходимой плоскости. Затем разводим их до упора. Измерение глубины. Упираем торец инструмента в деталь и начинаем перемещать движущую рамку до тех пор пока глубиномер не упрется или дойдёт до нужной точки. Выполнение разметки. Выставляем заданную величину, фиксируем инструмент стопорным винтом, упираем одну из губок в грань детали и наносим разметку на поверхность заготовки (прямые линии, насечки, окружности). Но лучше производить разметку специально предназначенными для данной цели инструментами и пощадить точный дорогостоящий измерительный инструмент. Считываем показания штангенциркуляЦелые доли миллиметров отсчитываем по основной шкале до нулевой метки нониуса, а десятые (сотые) доли миллиметра — по шкале нониуса начиная от нулевой метки до первой совпавшей метки с основной шкалой.
Как правильно хранить инструментЛучше всего хранить инструмент в футляре, в котором он и продаётся. Не допускать попадания пыли, опилок. Не допускать контакта с влагой и избегать скопления конденсата. Не следует допускать нанесения ударов и царапин, которые могут деформировать инструмент и снизить точность измерения. После каждого использования протирать поверхность сухой тряпкой. Хранить инструмент нужно с разведёнными губками (2-3 мм). Аккуратное обращение позволяет пользоваться им на протяжении многих лет и даже десятилетий.
Помимо представленных в данной статье инструментов существуют еще несколько разновидностей штангенциркулей: Штангенциркуль с круговой шкалой. В выемке, что расположена на штанге, размещена рейка, с прикреплённой к ней шестерёнкой. Показания считываются со штанги и круговой шкалы.
Штангенциркуль с цифровой индикацией.
Надеюсь изложенная информация была полезной! Спасибо за внимание! В домашней мастерской кроме разнообразных измерительных инструментов должен быть и штангенциркуль, который часто нужен там, где не подходит рулетка или линейка. Ниже мы рассмотрим, что представляет собой подобный измерительный инструмент, какие виды встречаются и как им правильно пользоваться, чтобы получить максимально точные данные измерений. Назначение штангенциркуляЭтот измерительный инструмент используется в основном для получения точнейших данных при определении наружных и внутренних диаметров труб, толщины их стенок, для вычисления межосевого расстояния в отверстиях, размеров деталей цилиндрической формы, толщины проволоки и металлического листа, а также прочих материалов небольших габаритов и мелких изделий. Подобным прибором удобно измерять глубину пазов, отверстий и канавок, различных выемок с большой точностью в самых труднодоступных местах. Точность штангенциркуля при измерениях достигает десятых и сотых долей миллиметра, чего не может обеспечить такой простой инструмент как линейка или рулетка. Инструмент, согласно ГОСТ 166-89, изготавливается из нержавеющей либо углеродистой стали, покрытой хромированным составом. Состоит из:
Шкала штангенциркуля «нониус» может иметь различную длину и количество делений. 10 делений на шкале нониуса дают возможность измерять с точностью до 0,1 мм, 20 делений дают точность измерений до 0,05 мм:
Губки могут быть верхними и нижними. На поверхности нижних — указывается минимальный размер замеряемых деталей. Концы нижних губок выполнены в виде прямоугольников. Верхние — заостренные и скошенные по вертикали, что позволяет производить ими разметку на любых материалах и деталях, без использования других разметочных приспособлений (т. е. прямо губками можно прочертить линию точно по размерам за счет острых концов). При помощи верхних губок проводится измерение внутренних размеров отверстий, диаметров труб, пазов, различных выемок. Для измерения наружных параметров используются нижние губки. Для измерения длины глубоких отверстий используется линейка глубиномера, которая выдвигается из основной штанги:
Типы штангенциркулей и технические характеристикиКлассификация подобных измерительных инструментов проводится по нескольким параметрам – методу снятия показаний, типу шкалы, расположению губок. Все эти различия отражаются в маркировке прибора. У разных типов штангенциркулей для снятия показаний измерений могут применяться следующие виды шкал:
По своей конструкции штангенциркули подразделяются на следующие виды:
Инструмент ШЦ-II отличается от модели ШЦ-I тем, что имеет дополнительную рамку, оснащенную стопорным винтом и соединенную с главной рамкой. Зафиксированная дополнительная рамка позволяет подвести концы губок для более точного измерения внутренних размеров отверстий. Прибор ШЦ-III отличается от модели ШЦ-II тем, что не имеет одной пары верхних разметочных губок. Используется для измерений крупных деталей. Как правильно пользоваться штангенциркулемПеред тем как использовать инструмент, необходимо проверить его на исправность и точность. Для этого нужно осмотреть его и удалить имеющиеся загрязнения на всех частях. Также необходимо проверить совпадают ли нулевые отметки на главной шкале и шкале нониуса при плотном соединении нижних губок. Измеряемую деталь лучше всего закрепить в неподвижном состоянии, но можно и держать в левой руке, главное не допускать ее подвижности в процессе проведения измерений. Если требуется измерить внешние размеры какой-либо детали, нужно развести губки и плотно охватить ими измеряемый предмет. При этом деталь должна находиться в правильном положении, без перекоса и не должна двигаться. Следующим шагом будет фиксация детали в штангенциркуле путем завинчивания крепежного винта, без излишних усилий. Только после этого можно приступать к считыванию показаний. При использовании устройства ШЦЦ не нужно заниматься вычислением размеров измеряемой детали, все это показывается на дисплее. Также не составляет труда снять размеры при работе с устройством ШЦК. Целые числа на штанге указываются краем подвижной рамки, сотые или десятые доли миллиметра показывает круговая шкала. А вот с механическим инструментом ШЦ-I, ШЦ-II и ШЦ-III нужно будет сопоставлять значения основной шкалы и нониусной. Вначале определяется размер в целых числах, т. е. показания на главной шкале, которое определяется по положению первой риски нониусной шкалы. Затем, в зависимости от типа штангенциркуля, определяется размер в десятых или сотых долях миллиметра. Итого, Алгоритм измерений:
Рассмотрим на картинке, как получается измерение в 28,55 миллиметров:
При использовании инструмента следует учитывать погрешность штангенциркуля, которая может возникнуть вследствие неправильного хранения, механического повреждения, загрязненности инструмента, температурного состояния измеряемой детали. Оптимальной температурой для проведения измерений этим устройством является диапазон в пределах 10–40 градусов выше нуля. Чтобы получить наиболее достоверные данные измерений при работе штангенциркулем, рекомендуется сделать несколько замеров и высчитать среднее арифметическое значение. По окончании измерений устройство требуется вытереть досуха и положить на хранение в футляр. На этом статья заканчивается. Сегодня мы узнали, что такое штангенциркуль, каких он бывает видов и как с помощью него производить измерения. Источник |
























