Что делать когда не держится дверца печи?
Постоянно у меня отваливается. Может быть кто-то знает способ, чтобы дверца печи не отваливалась.

Наверное, при кладке печи мастер облегчил себе работу — не стал заморачиваться с установкой фиксирующей проволоки или использовал некачественную — вот дверка и вывалилась.

Ну что ж. Как говорится, дело сделано, теперь надо исправлять.
Расскажу, как я сам выходил из такого же точно положения.
Надо просверлить 4 отверстия в боковых стенках дверцы диаметром 4 мм с выходом внутрь кирпича на длину 5,5 см, затем дырки с помощью гвоздя или чего-то подобного заполнить размоченным асбестовым шнуром и вкрутить саморезы 4х51.

Высверлить отверстие сразу в дверке и кирпиче бывает сложно, если размер топочного отверстия небольшой, да и сверла потребуются разные — вначале по металлу, а затем по бетону. В таком случае дверку надо демонтировать из печи (все равно вываливается) и просверлить отверстия вначале в ней, а потом, временно установив дверку на место, наметить места сверления в кирпиче и снова сняв дверку сверлить.
После всех подготовительных работ ставите дверку на место с использованием огнеупорного раствора, дайте просохнуть естественным путем и можно пользоваться очень долго. У меня стоит уже более десяти лет и даже не шатается.
Вместо саморезов можно использовать анкерные болты, крепление станет еще более надежным, но будет труднее сверлить отверстия, т. к. анкерных болтов малого диаметра не бывает.
Источник
Ремонт кирпичных печей своими руками. Часть 3. Замена печных приборов.
Замена печных приборов.
При продолжительной эксплуатации печи чаще всего происходит прогорание колосников, расшатывание, либо выпадение дверок топливника, а также коробление и растрескивание варочных настилов.
Проще всего меняются колосники. Из топливной части извлекается пришедший в негодность колосник и на его место устанавливается новый, идентичный старому по габаритам. Однако при установке колосник нужно правильно позиционировать: конусообразные щели для золы следует располагать широкой частью кверху. И еще нельзя забывать, что изготовленный из металла колосник обязательно будет расширяться при нагревании и в месте посадки ему необходимо оставить не менее 5 мм свободного пространства.

До последнего времени проволочные скрутки, заложенные в швы, являлись наиболее распространенным способом крепления топочных дверок и дверок зольника. Но, если дверки зольника практически не подвергаются регулярной тепловой и механической нагрузке, то они, как правило, крайне редко выпадают из мест крепления и получают иные повреждения в отличие от топливных дверок.
В процессе повседневной эксплуатации печи, а особенно при небрежном отношении к дверце топливника (забивании внутрь топливника неподходящих по размеру поленьев, перекаливании при слишком интенсивной топке и иных негативных действиях) происходит постепенное вытягивание крепежной проволоки.
Кроме крепления печных приборов на проволочные скрутки, существует еще ряд способов их установки. В частности, на тонкостенные нержавеющие и, соответственно значительно более жаростойкие, чем обычные, из черной стали, уголки, а также на кляммеры из стальной перфорированной ленты. Исходя из того, что нержавеющие уголки весьма недешевы, да и крепление на них дверок требует определенных навыков, для целей ремонта более актуален способ установки на кляммерах.
Кляммер, или проще говоря, обычная полоса из свободно продающейся в строительных магазинах стальной ленты,
которая крепится короткими, соотносимыми с толщиной рамки дверки, саморезами, либо, что, на мой взгляд, более удобно, заклепками, диаметром 4-5 мм.
При креплении ленту-кляммер нужно максимально сдвинуть к обращенному внутрь топливника обрезу рамки. В противном случае после установки печного прибора она будет выступать из внешней части шва.
Швы, в которые будут вставлены кляммеры, тщательно вычищаются от старого раствора и промываются.
При установке дверки кляммеры заводятся в расчищенные швы,
а сам печной прибор фиксируется, как правило, стопкой сложенных друг на друга кирпичей.
Затем швы чеканятся до максимального наполнения и тщательно замываются. Пользоваться печью после установки дверки можно после полного высыхания раствора за время, определяемое производителем смеси.
Не следует забывать о том, что топливная дверка, как и колосник, изготовлена из металла, который расширяется при нагревании. Соответственно, при установке дверки, с боков и сверху необходимо предусматривать не менее 5 мм пространства до кирпича, для герметичности заполняемого базальтовыми материалами.
В случае критичного разрушения или выпадения кирпичей перемычки над дверкой их следует заменить с установкой в середине перемычки так называемого «замкового» кирпича.
Такой способ кладки, когда кирпич обрезается на 45 градусов по тычкам и в качестве клина или «замка» вставляется между предварительно подрезанными соседними кирпичами, значительно усиливает перемычку, не позволяя ей разрушиться даже в случае высыпания связующего кирпичи раствора.
Замена варочного настила так же как и замена колосника, как правило не вызывает особых затруднений. Однако и в этой, на первый взгляд совсем несложной операции, есть ряд нюансов. Первое — варочному настилу, как колоснику, топливной дверце, впрочем, как и практически любому металлу в теле кирпичной печи, необходимо оставить не менее 5 мм свободного пространства на терморасширение. Второе — герметизировать щель между настилом и кирпичом кладочным раствором, как зачастую делают большинство владельцев печей, бессмысленно. Застывший и потерявший эластичность раствор при регулярных циклах расширения-сжатия настила в процессе эксплуатации печи неизбежно разрушится и высыплется. Поэтому герметизацию следует проводить путем набивки полостей жаростойкими базальтовыми материалами.
Третье — варочные настилы отечественного производства, особенно сплошные, без конфорок, не отличаются особой прочностью и зачастую трескаются даже после нескольких топок. Поэтому, несмотря на более высокую стоимость, предпочтительнее устанавливать варочные настилы зарубежных, в частности, финских производителей.
Для удаления сажи из конвективной системы, или, иными словами, системы дымооборотов, в теле печи в обязательном порядке должны быть предусмотрены специальные технологические отверстия, называемые прочистными, в которые устанавливаются прочистные дверки. В идеале: на каждый дымооборот предусматривается своя прочистная дверка. Однако в процессе кладки печи, в силу различных причин, их могут либо не сделать, либо сделать недостаточное количество, тем самым усложняя или делая вовсе невозможным чистку отопительного прибора.
К слову, отложение сажи в дымооборотах и дымоходе, помимо значительного ухудшения тяги и критичного понижения КПД за счет снижения теплопередачи от нагретых газов кирпичу, существенно повышает опасность пожара, так как сажа при определенных тепловых режимах имеет свойство вспыхивать и гореть с очень высокой, более 1000°С температурой.
правила пожарной безопасности требуют проводить очистку конвективной системы печи минимум два раза в год — в начале и в конце отопительного сезона.
Перед тем, как устанавливать прочистную дверцу, необходимо определить, где расположен дымовой канал. В случае если это невозможно сделать путем визуального осмотра, то канал придется искать. Для этого на дрель устанавливается тонкий, не более 4 мм в диаметре и длиной более 120 мм (ширина кирпича) бур по бетону, которым в режиме сверления (ударный режим может повредить кирпич) в месте предполагаемого размещения дымового канала протыкаются швы до тех пор, пока бур не провалится в пустоту. После того, как границы канала определены, подготавливается отверстие под установку прочистной дверки путем изъятия кирпичей из кладки, способом, аналогичным применяемому при замене дефектных кирпичей.
В случае если при установке прочисткой дверки требуется удалить половину кирпича, то линию будущего откола сначала рассверливают несколькими отверстиями, а затем отбивают ненужную часть с помощью зубила.
Что касается самих прочистных дверок, то на рынке представлены в основном более дешевые дверки отечественного производства, в подавляющем большинстве производства города Рубцовск,
а также импортного, в основном финского производства.
Приходится отметить, что, несмотря на более низкую цену изделий Рубцовского завода, они не обладают одним из, пожалую, основных качеств, которым должна обладать прочистная дверка — герметичностью. Поэтому, все же, предпочтительнее устанавливать прочистные дверки импортного производства.
Тем не менее, вне зависимости от того, какая прочистная дверка установлена, — импортная или отечественная, — ей совсем не помешает дополнительная герметизация, так как холодный паразитный воздух, как уже упоминалось выше, значительно снижает КПД печи и может привести к дымлению. Сделать же прочистное отверстие герметичным совсем несложно. Для этого нужно вырезать из плотного базальтового картона, типа CONLIT 150 , прямоугольник точно по размеру прочистки, через небольшие отрезки стальной ленты продеть сквозь него мягкую проволоку, завязав ее в петлю, за которую впоследствии эту заглушку можно свободно извлечь, а затем вставить ее в прочистное отверстие. Главное, чтобы заглушка входила плотно и герметично закрывала прочистку.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Источник
Как самостоятельно заменить дверцу печи?
Если дверь не прилегает к корпусу печи так же плотно, как и раньше, пора ее ремонтировать.
Инструменты и материалы
- раствор для ремонта печи из кирпича из огнеупорной глины и асбестового порошка (глина, цемент, песок);
- керамический шнур (для больших зазоров);
- кисти для нанесения материалов.
Виды работ
Уплотнение
Как уплотнить дверцу печи:
- вставляют в щель шнур из керамики;
- выравнивают поверхность раствором;
- сверяют полученный результат.

Замена
При полной замене двери предстоит проделать такую работу:
- удаление кирпичной кладки по периметру двери, начиная с первого горизонтального ряда сверху;
- сбоку убирают по одному кирпичу;
- готовится жаростойкая смесь (раствор из глины и асбестового порошка, как описано выше, с помощью которого делают ремонт отопительных печей);
- устанавливается крепеж для двери;
- крепится дверка.


Замена – сложный процесс, в котором может быть много погрешностей. Поэтому замеры должны быть точными.
Источник
Надёжная и долговечная заделка топочной дверцы в кирпичной дровяной печи

Дровяные кирпичные печи, все еще весьма распространены в сельской местности, и в остальных местах, удаленных от газовых магистралей и городского центрального отопления. Множество кирпичных печей уже находятся в эксплуатации, некоторое количество строится, так что, вопросы повышения эксплуатационных характеристик отдельных узлов в частности и печей в целом имеют важное значение. Одним из наиболее часто выходящих из строя частей кирпичной печи, является топочная дверца, а если быть точнее — ее заделка. Действительно, топочная дверца подвержена действию высоких температур, механических ударных нагрузок при загрузке поленьев. Часто, через непродолжительное, относительно всего срока службы печи, время, дверца начинает болтаться, крошатся и даже вываливаются кирпичи вокруг нее, образуются крупные щели. Разумеется, совсем уж плачевные случаи, как правило, следствие ошибок в заделке. Однако и без них, заделка служит не слишком долго и требует периодического ремонта.
Основным, часто используемым способом крепления топочной дверцы в кирпичной кладке печи — заделка в швы проволочных «кос», продетых в четыре отверстия на рамке дверцы. Как более совершенный вариант — вместо проволоки, используют мотоциклетные спицы.
Пожалуй, здесь же стоит упомянуть способ закрепления дверцы современными металлическими дюбелями.
Еще один довольно простой способ заделки — при помощи кляммеров (лапок). К рамке дверцы привинчивают или приклепывают металлические полосы, которые потом отформовывают и заделывают в горизонтальные и вертикальные швы кладки.
Способ на первый взгляд хорош.
Здесь стоит вспомнить о важном правиле в печном деле — учитывать разницу коэффициентов линейного расширения материалов при нагревании. У металла и кирпича он (коэффициент) разнится более всего и нужно обязательно разделять эти материалы относительно мягкой огнестойкой прокладкой. В былые времена это был асбестовый шнур, в чистом виде или вымоченный в жидкой глине, сейчас часто используют современные огнеупорные материалы — огнестойкие керамические ваты и войлоки.
Вернемся к кляммерной заделке. Если саму рамку дверцы можно изолировать, например, обмотав ее снаружи по периметру асбестовым шнуром, то металлические полосы кляммеров не изолировать ни как и они станут выкрашивать глиняный раствор из швов.

Как некая разновидность — металлические элементы, закрепленные к рамке дверцы, но не фиксирующиеся в швах, а держащих дверцу за кирпичи. Уже гораздо лучше — можно проложить огнеупорным картоном и избавиться от трещин в дальнейшем. Прочность заделки тоже хороша, большая площадь «держания» позволяет несколько свободнее обращаться с дровишками и кочергой. Вполне не дорогой, не сложный и экономный в смысле материалов способ.
Для печей сложенных из простого глиняного кирпича, большего пожалуй, и не нужно, но в современных вариантах кирпичных печей с топкой футерованной огнеупорным кирпичом способ не достаточно хорош.
Футеровкой топки шамотом, мы существенно увеличиваем ее ресурс, но заделка топочной дверки по последнему способу, оставляет несколько мест, где высокие температуры, воздействуют на глиняный кирпич. На фото выше, это торцы кладки, по бокам от дверцы, на следующем — верх и низ.

Последняя заделка, после пяти лет эксплуатации показала хорошую надежность — дверца ничуть не расшаталась, стоит как вкопанная, но глиняные кирпичи изнутри сверху разрушились и требуют замены, в то время как остальная часть топки защищенная огнеупорным шамотным кирпичом, износилась конечно, но держится молодцом.

То есть, требуется все, тоже самое, но с лапами по всему периметру. Нечто вот такое.

Способ несколько более расточителен в смысле материалов, но весьма надежен и может быть рекомендован для использования. Его мы и рассмотрим более подробно. Итак.
Самый, что ни на есть обычный, набор слесарных инструментов, маленькая отрезная машинка (болгарка) с абразивными дисками, тонкими для резки, хотя бы одним толстым для зачистки. Защитные очки или что лучше — щиток на всю… на всё лицо. Если хотим к восьмидесяти годам слушать Бетховена не через слуховой аппарат, добавляем к этому защитные наушники или беруши — при зачистке машинкой, грохот и звон стоит изрядный. Нечто ручное для сверления. Использовался и небольшой сварочный инвертор с принадлежностями, плюс тоненькие (2мм) электроды. Пробовал МР-3, хорошо работают УОНИ, можно конечно и специальные для нержавеющей стали, если не жалко. В первом варианте изготовления, где только гибка, без сварки можно и обойтись. Да, сверх обычного разметочного инструмента, хорошо бы иметь большой угольник, со стороной, этак в пол метра. Это здорово увеличит точность разметки.
Подходящий по размерам, кусочек листа нержавеющей стали. Очень желательно, что бы она была жаропрочной. Не путать с «жаростойкой» (окалиностойкость). Единственный раз в сети попалось видео подобной конструкции, где автор применял именно жаропрочную нержавеющую сталь, весьма малой толщины, что-то около 0,5…0,75 мм. В таком случае, понятно, применим только способ изготовления гибкой, если только вы не располагаете специальными инструментами для сварки тонкой нержавейки.
В авторском варианте, применялась нержавеющая сталь неизвестной (и едва ли жаропрочной) марки, толщиной 1.5 мм. Не нарочно, какая была. Практика, однако, показала достаточно высокую стойкость материала. Так же, несколько избыточная толщина, тем не менее, позволяет использовать обычную ручную дуговую сварку.
Крепёж — стандартные болтики или винтики М5 с гайками. Пожалуй, лучше выбирать с головками помассивней, чтобы дольше не сгорали.
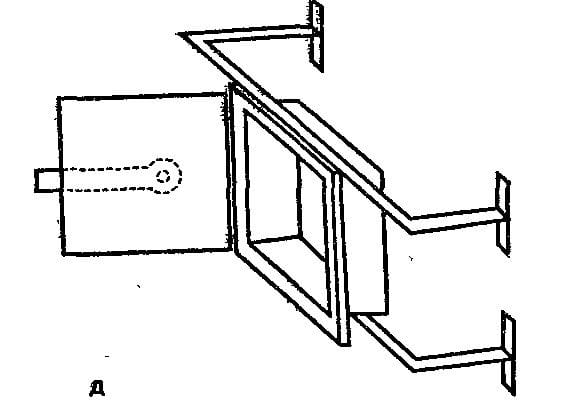
Крепление-коробка изготавливалась двумя способами.
Первый — делалась общая большая развертка и путем гибки, получался этакий короб без дна и крышки. Перпендикулярно стенкам короба отгибались лепестки. Устанавливалась дверца, размечались и сверлились отверстия. Дверца закреплялась винтиками и собственно все.
Разметка и вырезание заготовки.
Здесь, стоит сказать, что для получения малого радиуса гибки, при столь толстом материале, требуется некоторая подготовка места сгиба. Подготовка заключается в надрезе материала по линии сгиба, примерно на три четверти толщины, и разделка — придание резу V-образного профиля. С углом 90 или чуть более градусов у основания. Единственный инструмент более-менее подходящий для данной цели — отрезная машинка (болгарка). Как на мой вкус, стоит пользоваться, вариантом с меньшей мощностью и меньшим диаметром круга.
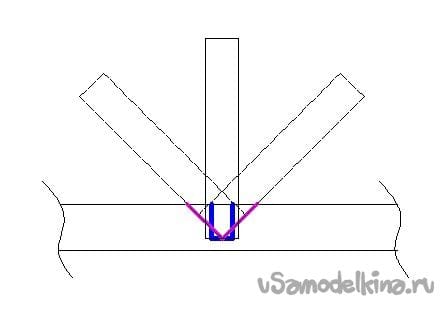
Действовать приходится так. Первый рез выполняется перпендикулярно поверхности материала, на нужную глубину по линии разметки. Это довольно сложно сделать хорошо с первого раза. Рез лучше делать не сразу на всю нужную глубину, а за несколько проходов, так меньше шанс пропилить насквозь и получается ровнее. Труднее всего сделать самую первую ровную канавку. У меня, как правило, получается тем лучше, чем менее ответственная деталь — при работе стоит несколько раскрепостить плечи и руки и не придавать много значения возможным небольшим огрехам.
После первого пропила, по нему как по направляющей делают еще два прохода инструментом, повернутым каждый раз на 45 градусов относительно основного. Примерно конечно, но лучше чуть больше. Это уже не сложно, нужно только повернуть или повернуться к заготовке так, чтобы канавка была у нас справа налево, а не сверху вниз. Так получается ровнее. Ну и болгарку перехватить по другому.

Потом сгибаем так, чтобы рез был внутри. Пользоваться какими ни будь упорами или направляющими нет нужды, сгиб все равно пойдет по месту минимальной толщины, уж как напилили.

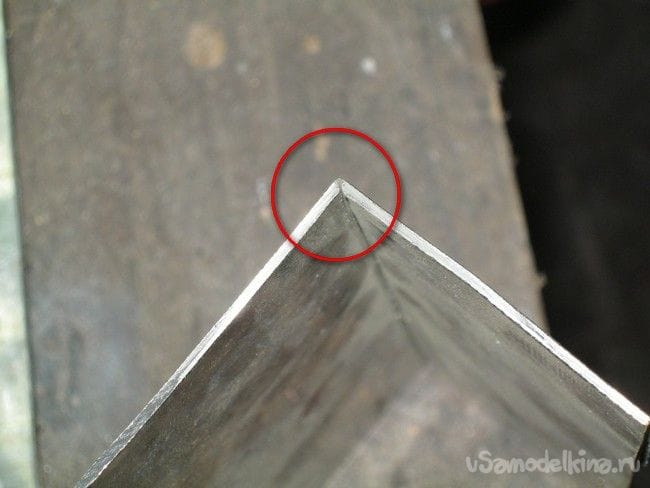
Глубина первого пропила, в идеальном случае должна быть такой, чтобы заготовка по готовому резу сгибалась, с некоторым, довольно приличным усилием, но руками. При этом, внешняя поверхность сгиба будет чуть матовой, но без заметных трещин.

Форма же пропила, в идеале должна приводить к полному смыканию стенок на готовом гибе.
Итак, вырезались заготовки, в нужных местах делались пропилы, сквозные и для сгибов. Здесь нужно быть внимательным и вполне представлять себе готовое изделие — ряд сгибов (их разделки) расположены на противоположной стороне.

После возни с пропилами, несколькими движениями, по линиям сгибается коробка с лепестками.

Примеряем дверцу, размечаем отверстия, сверлим, крепим. Лишнее от резьбы отрезаем. Крепится винтом и гайкой. М5. Стопоров и шайб не применял, но если терзают сомнения, можно накернить в центр обрезанного.
Теперь из мелких обрезков привариваем уголки. С лицевой стороны, иначе конструкция носит несколько незавершенный вид. Просто приставляются к нужному месту кусочки с прямым углом, хотя бы немного больше нужного и сваркой, несколькими точечками закрепляется . Потом лишнее отпиливается. Сварочные швы зачищаются. Острые кромки притупляются.


Лапы со стороны топки несколько великоваты, можно обойтись и меньшими.
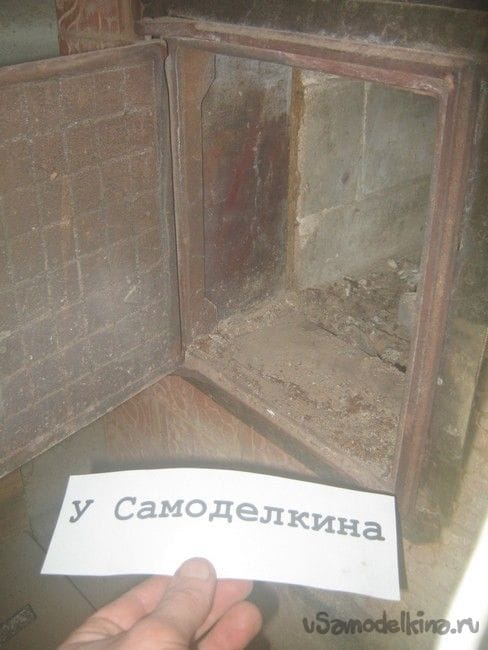
Эта же заделка, после 3.5 лет эксплуатации в кирпичной банной печи. На нижней полке зола, рассмотрим боковую сторону. Немного окалины, заметные покоробленности и изгибы отсутствуют, головки болтиков на фото не видны, но смею заверить они тоже в весьма приличном состоянии. Наружная кирпичная кладка разрушений не имеет, футеровка тем более. В целом, состояние отличное, а учитывая значительно более интенсивную топку банной печи по сравнению с отопительной, и вовсе превосходное. Возможно, этому способствовала значительная толщина материала и общая жесткость конструкции.
Заделка, несмотря на большую по сравнению с распространенными способами стоимость, чудо как хороша, однако способ изготовления короба с лапами, гибкой, не слишком точен. По определению. Сложновато учесть до миллиметра, все эволюции заготовки в процессе гибки и как следствие — либо не влезет дверца, либо зазоры великоваты. Можно заполнить их тем же огнеупорным войлоком, но это не дело.
Второй вариант изготовления. Сваркой.

Намедни, решил опробовать. Основной короб делал из двух Г-образных частей.

После примерки, обрезал краешки в размер и сваривал. Особенной герметичности здесь не требуется — точечками, через сантиметр-полтора. Потом зачистить все лишнее на швах.

После, аналогичным образом, привариваются лапы.


После зачистки, можно замуровывать на место службы, обернув предварительно мягким огнеупором. На фото ниже, применен базальтовый стёганый мат, толщиной 10 мм.

Способ, не смотря на несколько большую трудоемкость, понравился больше. Дверца сидит значительно более плотно, в процессе изготовления, значительно меньше треволнений — влезет/не влезет дверца в конце. Более того, для конструкции можно использовать более мелкие обрезки материала, что порой, весьма удобно.
Опыта эксплуатации заделки такого типа изготовления пока нет — печь еще не закончена, но причин сомневаться в ней тоже никаких.
Источник



