- Методика и технология настройки фуговального станка
- настройка фуговального станка
- Основными неисправностями фуганка могут быть:
- настройка столов фуговального станка
- Для начала проверяется износ стола по его длине.
- Подгонка пластин примыкания к ножевому валу
- Существует несколько способов настройки параллельности подающего и приемного стола.
- Простой способ настройки используется для бытовых станков.
- Правильный способ настройки профессионального фуговального оборудования:
- Установка ножей
- Установка и настройка ножей фуганка
- Как определить правильность установки ножей
- Работы по регулировке ножей
- Как профессионально откалибровать распиловочный станок
- Калибровка распиловочного станка начинается с осмотра лезвия
- Качения и биения
- Установка распиловочного лезвия перпендикулярно столу и регулировка упоров наклона
- Проверка скоса циркулярной пилы
- Правильная регулировка лезвия при помощи направляющих и угломера
- Регулировка лезвия по отношению к упору для заготовки
- Калибровка станка — дополнительные способы
Методика и технология настройки фуговального станка
настройка фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.

Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
- Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
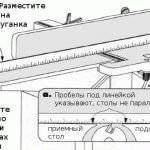
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.

Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» — нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
Источник
Установка и настройка ножей фуганка
Первая задача, которая стоит перед мастером, если он хочет качественно выполнить работу – это создание ровной квадратной заготовки. В данной статье будут рассмотрены такие нюансы, как установка ножей фуганка, их настройка, принципы работы инструмента. Для того чтобы сформировать у вас общую картину, нужно рассмотреть приемы, позволяющие сохранить фуганок в рабочем состоянии, после чего можно будет узнать некоторые особенности, которые стоит учитывать при работе. Многие начинающие специалисты испытывают сложности с настройкой ножей, в первую очередь, эта статья создана для них.
Работа по снятию или установке ножей во многом зависит от механизма крепления и может разниться. В большинстве случаев даже новичку не составит сложности извлечь нож фуганка и поставить его обратно.
Большую важность имеет не установка ножей, а регулировка ножей фуганка, настройка столов.
Часто бывает так, что заготовки имеют неровности, например, выпуклости или вогнутости. Прежде чем торопиться настраивать ножи, нужно убедиться в том, что проблема не связана со столом. Об этом сигнализируют, в первую очередь вогнутости. Это значит, какая-то из частей столов наклонена ниже нужной высоты. Чтобы определить неровность стола используйте ровную линейку. Выпуклые края сигнализируют о том, что внутренние части столов чрезмерно наклонены к режущей головке.
Как определить правильность установки ножей
Правильная установка ножей – ключ к успешной работе станка. Специалисты утверждают, что высота лезвий должна быть примерно такой же, как вы высота рабочего стола. Для того чтобы определить правильно ли настроен станок, нужно попробовать обработать заготовку. Если после работы на её поверхности будут неровности или заметные сколы, то, скорее всего, ножи отрегулированы неверно. Профессионалы используют для определения точности настройки станка линейку или очень ровный деревянный брусок.
Работы по регулировке ножей
Для того чтобы извлечь ножи или закрепить их вам понадобится гаечный ключ. В первом случае нужно просто выкрутить гайки и извлечь инструмент, во втором случае та же работа выполняется в обратном порядке.
Снятые и заточенные ножи фуганка обязательно требуют очистки от загрязнений при помощи органических растворителей, также можно протереть лезвия моторным маслом. Эта процедура осуществляется для того, чтобы они дольше оставались острыми и не подвергались коррозии. Для более качественной работы вам обязательно будет нужна идеально ровная доска, которая будет применяться для регулировки крепления ножей.
Настройка ножей фуганка возможна, только если их неплотно закрепить, это делается для того, чтобы во время настройки у вас не возникло сложностей.
Для упрощения работы используйте гаечный ключ, которым будет ослабляться прижимка, гайки прижимной планки сильно затягивать не нужно.
Регулировка осуществляется путем перемещения лезвия вниз или вверх. Обратите внимание на вал с ножами, его нужно будет переворачивать, и перемещать нож лезвием вверх. Затем на станок нужно уложить заранее приготовленную доску, которая по длине должна быть чуть больше задней площади станка.
Положите доску так, чтобы её край был как раз над лезвием ножа, и постепенно крутите вал в разные стороны, тем самым регулируя высоту ножа. Постепенно лезвие упрется в доску, в этот момент вы должны полноценно закрепить его. После этого нужно приступить к регулировке второго ножа, либо остальных, если их в станке несколько. Когда работа будет сделана – вращайте режущую головку, все лезвия должны лишь слегка коснуться линейки или бруска. После того как вы проделаете эту работу хотя бы несколько раз, вопрос о том как установить ножи на фуганке вряд ли будет вас волновать в дальнейшем.
Источник
Как профессионально откалибровать распиловочный станок
Правильная регулировка стола поможет сохранить материал и улучшить качество деревообработки. Достигнуть мастерства совсем не сложно, ведь вся регулировка сводится к нескольким правилам и почти не требует специальных инструментов или образования.
Циркулярная настольная пила, он же распиловочный станок — краеугольный инструмент любой стройки, столярного цеха и строительного магазина. Циркулярка способна сделать большие прорези там, где другие инструменты просто не справятся, либо справятся с большой временной затратой мастера. Распиловочный станок упрощает распил за счёт столешницы со встроенными направляющими, предназначенными для удержания материала во время прямого пропила. Однако незнание основ регулировки станка способно привести к постоянно кривым пропилам и задранному материалу.
Если все компоненты циркулярной пилы не будут выравнены должным образом, то и разрезы никогда не станут точными. Это правило касается как дешёвых пил, так и внушительных распиловочных станков. Показательным признаком несоосности пилы к столешнице служат: рваные пропилы, следы обугливания древесины на боковой стороне материала и износ двигателя (о нём говорит различимое визуально углубление лезвия в брус).
Это не только плохо для итогового результата, но и опасно. При сужении траектории реза пила с большой вероятностью запнётся (оттолкнёт материал назад в руки мастера, на ходу). Такая ситуация возможна, если дерево зажимается между лезвием и расклинивающим ножом, из-за нарушения соосности. При этом обеспечение параллельности всех компонентов занимает несколько минут, и оно определённо стоит того. Важная оговорка: перед началом настройки станок стоит обесточивать.
Калибровка распиловочного станка начинается с осмотра лезвия
Главное развить у себя привычку начинать осмотр с лезвия. Сперва убедиться в отсутствии смоляных наростов в районе зубьев. Смола — это грязь, которую лезвие собирает со временем, она может включать себе соки деревьев или клей, если распиливается слоёная заготовка. Также важен выбор правильного растворителя, но о нём речь сейчас не пойдёт. При осмотре нужно осторожно вращать лезвие, обращать внимание на изгибы и деформации. Если они заметны, то стоит заменить лезвие на новое.
Качения и биения
После осмотра нужно схватить лезвие пальцами и покачать из стороны в сторону. Даже премиальное лезвие не будет делать идеальный рез, если болт и стопорная шайба, фиксирующие его, будут ослаблены или изношены. Такое колебание называют изнашивающим, ведь пила «съедает» материал до того, как делает настоящий рез. Избежать этого можно банальной затяжкой болта. Если он зафиксирован, а лезвие по прежнему колеблется, то могут потребоваться новые подшипники.
Установка распиловочного лезвия перпендикулярно столу и регулировка упоров наклона
Периодическая проверка правильной установки лезвия вторая основополагающая привычка для мастера. Делать это важно после каждой замены лезвия, хоть это и занимает минуту. Для проверки потребуется только столярный уголок или же комбинированный квадрат с угломером.
Сперва нужно поднять лезвие до упора вверх, после поставить уголок вертикально, под углом в 90°, к лезвию и столу. Важно убедиться, что угломер не касается зубцов, только тела лезвия, так как зубья разведены в сторону. Заметить неперпендикулярность лезвия будет достаточно просто и быстро.
Проверка скоса циркулярной пилы
После следует проверить датчик наклона, на правильный нулевой градус (при отклонении отрегулировать левый ограничитель угла наклона). Следом лезвие перемещают под угол в 45°. C помощью комбинированного квадрата и угломера проверяют точность регулировки. Очевидно, что после качественной перпендикулярной регулировки угол будет задан верно.
Правильная регулировка лезвия при помощи направляющих и угломера
Как уже понятно, методов регулировки есть несколько. Методы делятся на простые и сложные, требующие общедоступных и редких инструментов. Чем сложнее инструмент, тем точнее настройка распиловочного. Можно использовать прецизионную линейку, штангенциркуль или прибегнуть к специальному часовому индикатору. При выборе каждого из инструментов важно достичь минимального расхождения в регулировке лезвия, на передней и задней части, а также убедиться в отсутствии люфта в направляющей каретке. Чем меньше огрех — тем точнее обработка пиломатериала.
При обнаружении неперпендикулярности лезвия к столу нужно прибегнуть к визуализации и представить, в какую сторону нужно подвинуть стол, дабы всё было ровно. С помощью визуализации определяется болт удерживающий стол от поворота в нужную сторону. Не ослабляя этот шарнир, слегка откручиваются остальные 3 (возможно больше), после резиновым молоточком нужно постучать по столешнице, выравняв её в правильном направлении. Когда визуально всё будет в порядке стоит затянуть один из ослабленных болтов и повторно измерить перпендикулярность. Если всё в норме, то стоит затянуть оставшиеся болты.
Регулировка лезвия по отношению к упору для заготовки
Установка лезвия к упору (направляющей линейке) также важна для обеспечения безопасности пропила. Так как наше лезвие расположено перпендикулярно пазу столешницы, то и установка упора под углом к пазу приведёт к тому, что пропил будет происходить неровно. Потому, прибегая к методам регулировки (в нашем случае с использованием циферблатного индикатора), стоит определиться, находится ли один конец упора к лезвию ближе, чем второй его конец. Стоит изучить руководство пользователя, чтобы правильно отрегулировать упор, производители часто используют разные типы крепежа. Хоть это и не критически важно, но можно установить угломер к упору, чтобы определить, установлен ли он под углом в 90° к столешнице. При расхождении выше 1° его стоит отрегулировать.
Калибровка станка — дополнительные способы
Даже небольшие корректировки и регулировки значительно улучшат качество отделки распиловочного материала, а любые неточности реза станут заметны. Но для достижения профессионального уровня работы с циркулярным станком также стоит прибегнуть к советам настоящих мастеров.
Горловая пластина (съёмный участок металла, окружающий лезвие) должна быть установлена заподлицо. Если она смонтирована высоко, то и при распиле пластинка будет мешать движению бруса по столу, снижая качество обработки. Если она сильно утоплена в стол — материал будет плохо удерживаться и цепляться о тыльную сторону лезвия.
Регулируют горловую пластину при помощи установочных винтов сверху. Если же пластина с завода установлена без нулевого зазора, то стоит задуматься о её замене или доработке. При правильном зазоре стружка и пыль не будут забиваться в отверстие между лезвием и пластиной. Кроме того, она обеспечивает дополнительную поддержку материала, что также помогает улучшить чистоту прорези.
У распиловочного станка есть несколько точек (цапфы) нуждающихся в смазывании, и позволяющих двигаться лезвию по заданной траектории. Требуется детально изучить руководство пользователя, чтобы определиться с периодами технического обслуживания, для сохранения подвижности станка.
Под конец — важно содержать стол чистым и гладким. Нельзя допускать скапливание на нём клея и опилок, чтобы сохранять точность реза. Использование описанных советов упростит калибровку распиловочного станка и поможет стать профессионалом деревообработки.
Источник



