- Справка
- Запуск безымянного (или с именем) китайского плоттера.
- Повышение качества вырезаемых объектов
- Дополнения
- Еще немного информации для плоттеров марки VICSIGN
- Как настроить режущий плоттер
- Настройка плоттерного оборудования
- СублиМастер
- 1. Как настроить нож плоттера в держателе.
- 2. Настройка давления ножа плоттера.
- 3. Тупой нож.
- 4. Как подобрать угол заточки ножа плоттера.
Справка
Здесь вы найдете ответы на самые частые вопросы по использованию программы.
Запуск безымянного (или с именем) китайского плоттера.
Данная статью будет полезна вам, если в ваше распоряжение попал плоттер из поднебесной, и непонятно с какой стороны собственно к нему подходить.
Название у такого плоттера может варьироваться и по сути нам не важно, но для примера: Jiancheng, Multicut, Fusion и так далее и тому подобное.
Как правило внутри эти плоттеры очень похожи и сделаны из одних и тех же комплектующих, поэтому можно в целом обощить вопрос запуска и пробы заставить по человечески работать.
- Во первых плоттер нужно подключить к ПК, для этого очень желательно использовать COM порт.
- Если СОМ порта нет в плоттере или в ПК, то подключаем через USB. При этом драйвера должны быть установлены и в диспетчере устройств должен появляться виртуальный СОМ порт. Такое подключение не очень стабильное — возможны проблемы при больших файлах.
- Далее нужно знать номер COM порта, к которому вы подключили плоттер. Если не знаете, это не очень большая проблема, номер порта можно будет определить опытным путем.
- Если плоттер имеет в себе настройки соединения по COM порту, то эти настройки нужно выписать — в дальнейшем они нам понадобятся.
На этом настройка железной части можно сказать закончена и можно приступить к настройки программной.
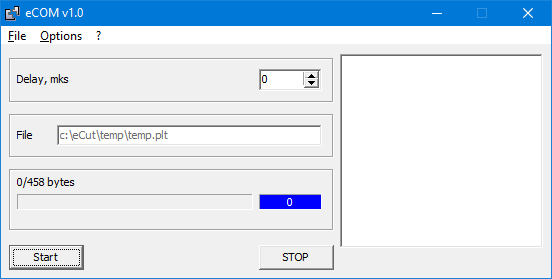
Первое что нужно сделать — это запустить программу eCOM, которая идет в комплекте с eCut. Лежит эта программа в папке c:\eCut\eCOM10.exe .
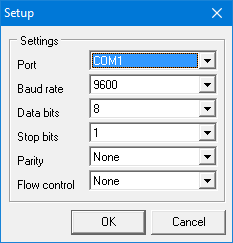
В этой программе открываем OPTIONS/COM PORT и выставляем значения ком порта. Если вы незнаете всех параметров порта, тогда изменить нужно только номер ком порта, остальные параметры оставьте нетронутыми, если же ваш плоттер имеет настраиваемые параметры соединения — то здесь нужно выставить значения, которые показывает плоттер. Но, как правило, китайские плоттеры не имеют таких настроек и в большинстве случаев подходят значения по умолчанию.
Если на данном шаге вы не уверены в том, правильно вы указали номер ком порта или нет — то двигайтесь дальше, если даже вы ошиблись, вы это выясните позже и сможете поменять его на правильный.
Теперь можно закрыть eCOM и запустить корел.
Создайте простой объект и запустите функцию резки с панели екута.
В списке плоттеров выберите ФАЙЛ — это будет самый последний в списке доступных и нажмите кнопку «ПАРАМЕТРЫ»
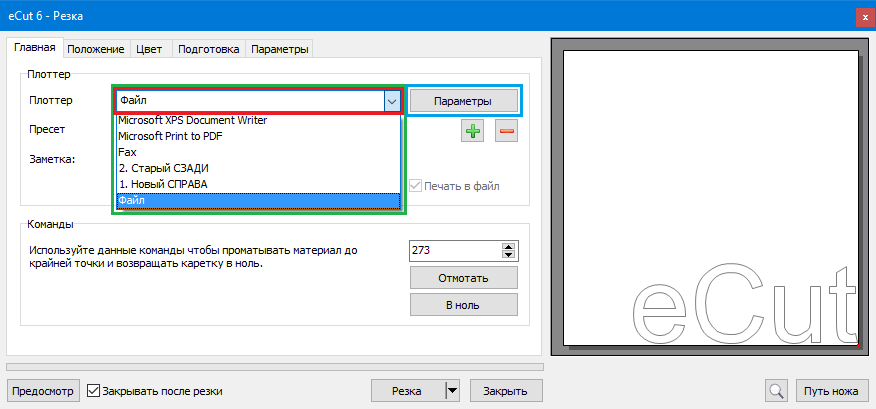
Перед вами появится параметры плоттера.
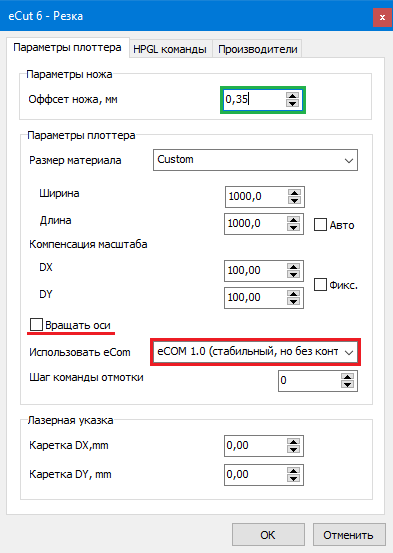
Выберите Использовать eCom = eCom 1.0 (стабильный, но без контурной резки)
Если при включении плоттера каретка паркуется справа — поставьте галочку «Вращать оси»
Далее откройте вкладку «СПИСОК ПРОИЗВОДИТЕЛЕЙ» и поищите свой плоттер в этом списке.
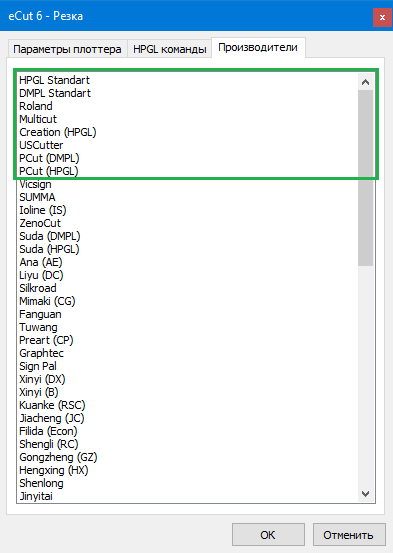
Если в списке нет вашего плоттера — не отчаивайтесь и выбирете самый первый — HPGL. Если эти настройки не будут работать, то в дальнейшем их нужно будет поменять.
Сохраните изменения и нажмите «Печать» на главном окне функции печати.
А дальше внимание!
После того, как вы нажмете «печать» автоматически запустится программа eCOM — она появится в панели задачь, и если настройки порта были выставлены правильно, то программа закачав файл в порт плоттера самостоятельно закроется.
НО ЕСЛИ ПРОГРАММА НЕ ЗАКРЫЛАСЬ — значит вы ввели неверные настройки в eCOM. Делаем следующие шаги:
- Жмем кнопку STOP
- Открываем OPTION/COM PORT и меняем либо настройки порта, либо номер КОМ порта
- Сохраняем настройки и жмем старт
- Если прогресс дошел до 100% тогда закрываем программу и идем дальше
- Если прогресс не двигается (остается черным) значит опять меняем настройки порта и проделываем эти 5 шаго заново
Если прогресс так и не пошел — тогда нужно проверить следующее:
- А включен ли плоттер? (глупо, но все же)
- Нужно проверить все принтеры в системе, чтобы ниодин из них не был настроен на ваш КОМ порт, для этого нужно открыть Пуск/Панель управления/Принтеры и факсы, и у каждого принтера зайти в СВОЙСТВА/ПОРТЫ и посмотреть на какой порт настроен принтер.
Если программа закрылась, и плоттер начал резать — УРА! все заработало, можно приступать к повседневным рабочим будням, но обязательно дочитайте до конца — есть еще несколько моментов, которые нужно проверить.
НО ЕСЛИ ПЛОТТЕР НЕ ЗАРАБОТАЛ, то нужно проделать еще несколько манипуляций. Это только в том случае, если программа eCOM запустилась и закрылась — то есть файл данных закачался в плоттер:
- во первых — перезагрузите плоттер (или просто выкл/вкл его)
- выделите блок и запустите еще раз опцию резки
- у вас будет выделен плоттер с именем FILE — нажмите кнопку «Параметры»
- откройте вкладку «Список производителей»
- выберите другой плоттер из списка, сохраните настройки и попробуйте отправить файл
- нужно будет проверить первые 12-15 плоттеров в списке производителей и найти подходящий, на котором плоттер оживет.
- каждую попытку обязательно начинайте с перезагрузки плоттера — это важно
Если у вас после этих трудов плоттер не заработал — то возможно неполучится запустить (таких единицы), жаль.
Но если все заработало — то последний тест — это проверка на переполнение буфера, тут все просто
- создайте много много текста размером около 1см (текста должно быть реально много. )
- и отправьте его на плоттер
- дождитесь окончания резки — это будет долго, но это очень важно!
- проверьте все ли объекты вырезались и нет ли лишних линий
- если все ОК — значит опять УРА!
- если что то не так, нехватает каких либо символов, но чаще лишние линии — тогда это проблема, но можно попробовать увеличить Delay,mks до 1-5. Это увеличит время резки и возможно поможет в борьбе с паразитными линиями и недорезами. Если и это не поможет — то очень жаль, еСом я бы использовать не рекомендовал.
Повышение качества вырезаемых объектов
Как правило, китайские плоттеры не имеют в своем арсенале вакуумного прижима, а если даже он есть — то это только намек на то, что должно быть в идеале. Из-за отсутствия этого прижима, очень часто возникают «заусенцы» при резке — это когда начальная точка кривой не совпадает с конечной, и в этом месте материал просто напросто не прорезан!
Это можно постараться обойти с помощью предлагаемых eCut настроек, начнем:
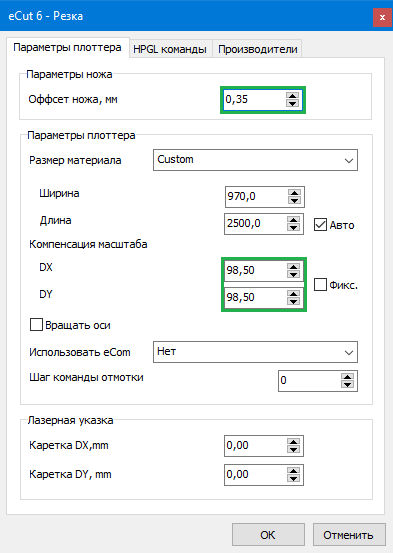
В первую очередь необходимо правильно выставить ОФФСЕТ ножа в настройках плоттера. Китайские плоттеры как правило не поддерживают аппартно данную функцию, так что ее приходится эмулировать программно.
Еще хочу отметить тот факт, что оффсет может колебаться от 0,2 до 0,4 мм , не ниже и не выше (а если вдруг выходит за эти пределы, то не на много), так что подбор данного параметра нужно начинать с цифры 0,3, и если края получаются скругленными — то цыфру необходимо увеличивать, и наоборот.
А еще есть у китайцев одина особенность, не все они выводят объкты в правильно мастшьтабе, причем коэффициент сжатия/растяжения по разным осям может быть разный — видимо шестеренки с разным передаточным числом только были . но это тоже не проблема, eCut может и это поправить, соответствующие коэффициенты можно выстваить тут же — в параметрах плоттера.
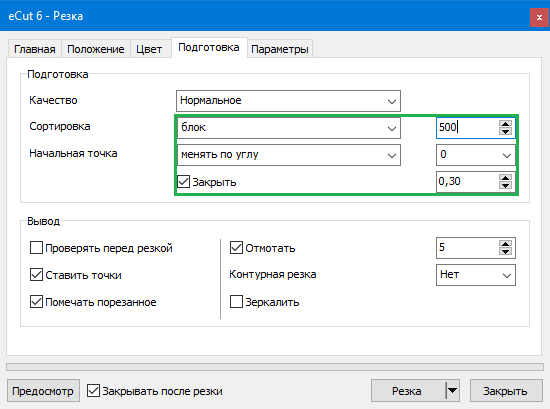
Далее необходимо выставить такой не маловажный параметр для китайцев, как «смена начальной точки кривой». Эта функция есть только в екуте (ноу хау так сказать, у других ПО не встречал).
Она позволяет сделать так, чтобы ножик начинал кривую под одним и тем же углом, что позволяет «спрятать» точку входа , и , соответственно, улучшить качество выводимых кривых.
ОЧЕНЬ рекомендую «изменять точку входа по углу», где угол равен 0 градусов (иногда 90, нужно пробовать на конкретном плоттере).
Ну и на последок АРХИ важно выставить сортировку вывода, чтобы плоттер не метался из одного края пленки в другой. Я использую длину блока 500мм, но в случае китайца рекомендую не превышать 200мм — в этом случае плоттер будет делать больше горизонтальных движений кареткой, нежели вертикальных — это позволяет накапливать меньше статического электричества, которого они так боятся.
Так же я позаимствовал в ArtCut такую полезную опцию, как «Close», назвал я ее «Перекрывать».
Она позволяет перекрывать кривую, делая начальную точку еще более незаметной, а так же улучшает качество «выборки» пленки.
Вот в общем и все — если есть вопросы, пишите — буду рад по спососбствовать в настройке вашего плоттера.
Дополнения
Проблема с переполнением буфера.
Очень часто при переполнение буфера помогает уменьшение качества выводимых кривых до ХОРОШЕГО или даже НОРМАЛЬНОГО. В этом случае файл на резку получается меньшего размера и плоттер его обрабатывает без лишних проблем. Либо увеличение Delay,mks в еСом как указано выше.
Проблема с переполнением буфера при подключении через переходник.
Помогает установка драйвера для USB кабеля. Чтобы получился COM порт в системе. Далее указываем его в eCom. Ставим Xon/Xoff. И запускаем резку через USB. Заработало, eCom делает паузы, сбоев нет.
Не панацея, но иногда помогает.
Еще немного информации для плоттеров марки VICSIGN
Работает по HPGL стандарту (первый пункт в списке производителей).
В СОМ порте надо выставить скорость (Baud rate) — 38400.
Управление потоками (flow control) — аппаратное (Hardware)
Источник
Как настроить режущий плоттер


Режущий плоттер предназначен для раскроя материалов с использованием специальных ножей. Острый инструмент на подвижной каретке управляется электроникой и может выполнять прямые и криволинейные резы любой сложности. Отсутствие человеческого фактора при работе плоттера обеспечивает стабильно высокое качество, скорость и точность кроя.
Диапазон материалов, с которыми может работать каттер, очень широк и включает в себя резину, пенопласт, все виды бумаги, пленки, ткани и т.д. Возможности режущих плоттеров используют в типографиях, легкой промышленности, рекламной индустрии и даже в домашних условиях для создания поделок ручной работы.
При правильно выставленных настройках и остром инструменте можно качественно вырезать сложные изображения даже на плоттерах категории “мини”
Настройка плоттерного оборудования
Залогом качественной плоттерной резки является правильная настройка оборудования и в первую очередь это касается режущего инструмента. Неотрегулированный или затупившийся нож сминает и рвет материал, оставляет непрорезанные участки или наоборот, прорезает слишком глубоко, повреждая подложку.
Регулировку ножа производят по нескольким параметрам:
глубина вылета – расстояние, на которое инструмент выдвинут из плунжера (держателя). Оно напрямую зависит от обрабатываемого материала и должно быть чуть-чуть больше его толщины (в среднем 0,5-0,8 мм). Точные цифры определяются путем тестирования. В конечном счете нож должен выступать настолько, чтобы полностью прорезать материал и только слегка дотрагиваться до кэрриера. При этом тупая сторона ножа не должна касаться поверхности, чтобы исключить приминание материала. Для регулировки вылета используют зажимную гайку на держателе.
Плоттерный нож в плунжере – для резки тонких пленок достаточно вылета меньше миллиметра
давление – сила, с которой нож вжимается в материал (зависит от его плотности). Как и глубина вылета, этот параметр подбирается опытным путем. При неверных настройках давления инструмент будет вязнуть в полотне и недорезать его до конца. Для плотного сырья давление на нож должно быть выше, чем для тонкого и податливого к резке.
угол заточки бывает трех видов: 30º, 45º и 60º. От геометрии ножа зависит его маневренность и способность резать мелкие элементы, а также толщина материала, которую он может кроить. Для толстого сырья (от 0,09 до 0,3 мм) и крупных деталей лучше всего использовать инструмент с максимальным углом. Для тонких пленок (0,03 мм и ниже) и мелких изображений применяют нож с тридцатиградусной заточкой. Угол в 45º считается универсальным и подходит для любых работ.
Плоттерные ножи по типу заточки
Прочие настройки плоттера:
выбор точки начала реза – подбирается исходя из размеров изображения и полотна. При выходе каретки за пределы материала возможно повреждение режущего инструмента и самого оборудования.
расстояние между валами – параметр, актуальный для рулонных плоттеров. Его настройка необходима для удерживания и надежной фиксации рулона материала. Расстояние выставляется в соответствии с шириной бобины.
скорость резки – чем меньше элемент и тоньше материал, тем ниже должна быть скорость. В противном случае, велика вероятность, что нож будет рвать полотно.
Общие правила при работе за режущим плоттером:
не дотрагиваться до острия ножа, чтобы не затупить его и не пораниться;
своевременно менять затупившийся режущий инструмент на новый, чтобы избежать появления брака;
тщательно выравнивать материал перед резкой;
после изменения настроек проводить тестовую резку на небольшом кусочке материала.
Источник
СублиМастер
 Здравствуйте, друзья! Сегодня я расскажу вам о том, как правильно настроить давление ножа режущего плоттера (каттера). Настроить его так, чтобы резка пленки была точной и качественной.
Здравствуйте, друзья! Сегодня я расскажу вам о том, как правильно настроить давление ножа режущего плоттера (каттера). Настроить его так, чтобы резка пленки была точной и качественной.
Довольно часто меня спрашивают — почему пленка при резке в плоттере заминается? При этом линии вырезаемых элементов остаются недорезанными или порезанными неточно.
Чтобы наглядно понять, что такое замятие пленки в плоттере, посмотрите короткое видео.
Теперь, когда вы знаете «врага в лицо», будем искать способы исправления подобных проблем.
На самом деле, возможных причин всего четыре:
— неправильная установка ножа плоттера в держателе;
— слишком сильное давление ножа;
— неверно подобран угол заточки ножа.
Причем, решать проблему лучше всего в том порядке, как я описал. Хотя логичным было бы сразу установить нож с углом заточки, подходящим под вашу пленку, т.е. поставить этот пункт на первое место. Но практика показывает, что замятие пленки чаще всего происходит именно из-за чрезмерного давления ножа.
Итак, будем настраивать флюгерный нож плоттера. Он назван так потому что, подобно флюгеру на ветру, сам поворачивается в сторону реза. Начнем по порядку.
1. Как настроить нож плоттера в держателе.
Настройка ножа заключается в величине выступа режущего края из держателя. Регулируется он с помощью специальной гайки.

А какой размер выступа считать правильным? Рассчитывается выступ легко — он примерно равен половине толщины пленки вместе с подложкой.

То есть Т1+Т2 /2 = выступ ножа из держателя. Обычно он равен 0,5 — 0,8 мм.
2. Настройка давления ножа плоттера.
После правильной настройки выступа отрегулируйте давление ножа. Этот параметр настраивается опытным путем и регулируется в самом плоттере. Сила реза указывается в технических характеристиках плоттера и измеряется в граммах. Например: 0 — 500 г.
Нужно так отрегулировать давление, чтобы пленка прорезалась полностью, а подложка оставалась едва задетой. Так вы избежите замятия, когда нож просто вязнет в подложке и тащит ее за собой и продлите срок службы ножа.
3. Тупой нож.
Тут все ясно без комментариев. Если ваш нож порезал многие сотни и тысячи метров, он мог просто затупиться. Замените его на новый.
4. Как подобрать угол заточки ножа плоттера.
Чаще всего ножи выпускаются с тремя углами заточки — это 30º, 45º и 60º.

Чем тоньше пленка и меньше величина вырезаемых изображений, тем меньше угол ножа.
Например, 30-ти градусный нож применяется для очень тонких пленок до 30-40 микрон. 60-ти градусный, напротив, применяется для резки толстого флока и других толстых трансферных пленок.
Нож в 45º считается универсальным и применяется с большинством термотрансферных (Poli-Flex, Chemica) и самоклеящихся пленок, типа Oracal или Avery.
В заключение хочется сказать, что при правильной настройке ножа режущего плоттера вы сможете спокойно вырезать ваши изображения на самых маленьких кусочках пленки без малейшего замятия.
Ну и, конечно, правильно настроенный плоттер будет четко работать, а значит и радовать вас, долгие годы.
Успехов вам в делах!
Понравилась статья? Не забудьте подписаться на новости, чтобы первыми узнавать о новых статьях и уроках сайта СублиМастер.
Источник



